FS16i/18i Additional Manual Page 6
Additional Manual
A-78714EN
Edit
Apprv.
Desig.
Sheet
Title
Draw
No.
Date
Design
Descri
p
tion
Date
FS16i/18i –MA/MB/TA/TB, 18i–MB5, 21i–MB/TB
Time constant for acceleration/deceleration during
High-speed and High-precision function modes
Specifications
June.7.2004
6/14
Sheet
T.Mochida E.Genma
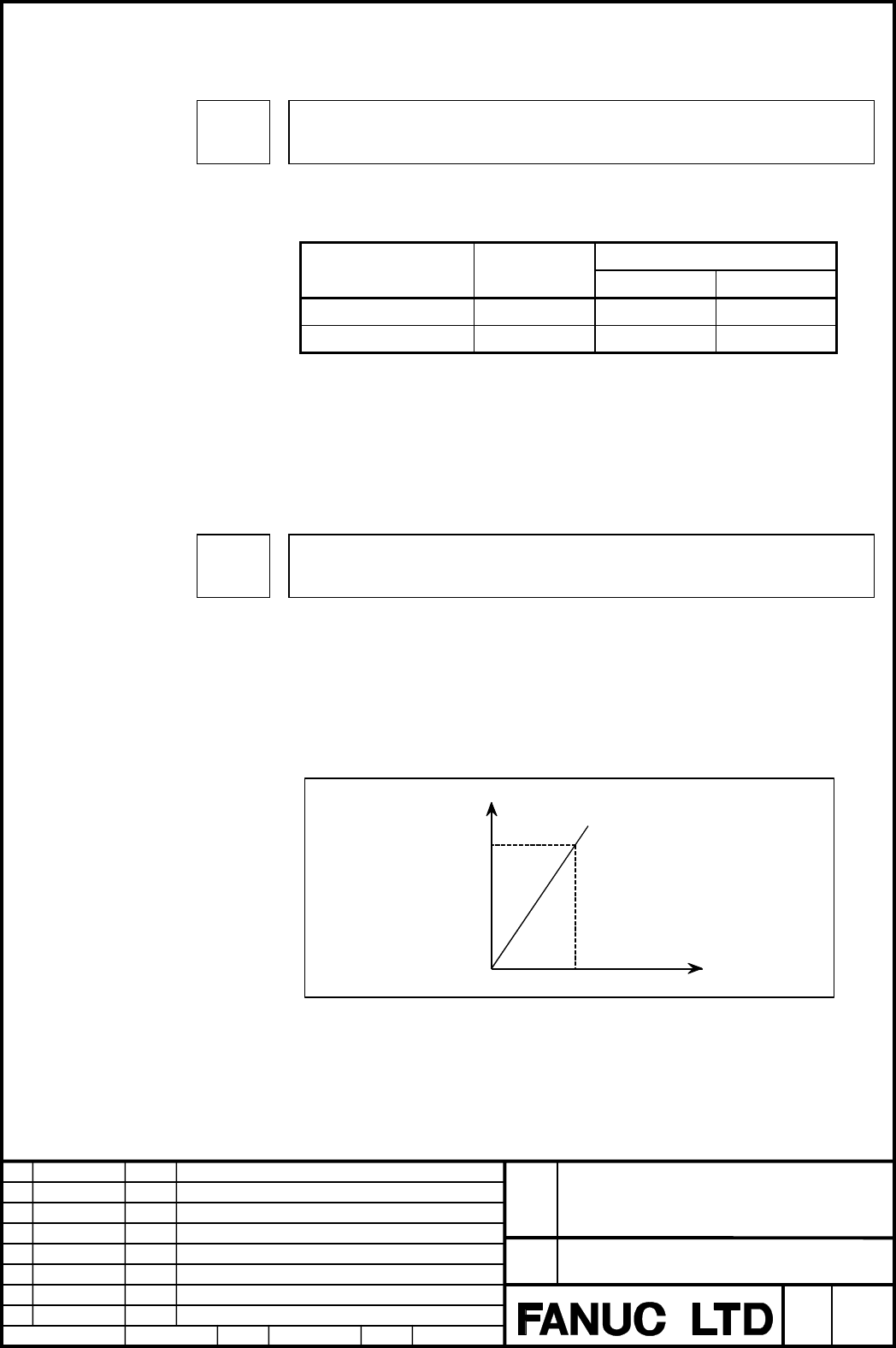
- Acceleration/Deceleration before interpolation for cutting feed during APC, AI-APC, AICC and
AI-NANO-CC modes
1770
Parameter 1 for setting an acceleration for linear acceleration/deceleration before
interpolation (maximum machining speed during linear acceleration/deceleration
before interpolation)
[Data type] 2-Word
[Unit of data]
[Valid data range]
Valid data range
Increment system Unit of data
IS-B IS-C
Millimeter machine 1 mm/min 6 ~ 240000 6 ~ 100000
Inch machine 0.1 inch/min 6 ~ 96000 6 ~ 48000
This parameter is used to set an acceleration for linear acceleration/deceleration
before interpolation in the APC, AI-APC, AICC and AI-NANO-CC modes. In this
parameter, set the maximum machining speed during linear acceleration/
deceleration before interpolation. Set the time to reach the maximum machining
speed in parameter No.1771.
1771
Parameter 2 for setting an acceleration for linear acceleration/deceleration
before interpolation (time used to reach the maximum machining speed
during linear acceleration/deceleration before interpolation)
[Data type] Word
[Unit of data] msec
[Valid data range] 0
~ 4000
This parameter is used to set an acceleration for linear acceleration/deceleration
before interpolation in the APC, AI-APC, AICC and AI-NANO-CC modes. In this
parameter, set the time (time constant) to reach the speed set in parameter No.1770.
S
p
eed
Parameter 1
(
No.1770
)
Paramete
r
2
(
No.1771
)
Time
Contents Summary of FS16i/18i Additional Manual
- Page 1FANUC Series 16i/18i –MA/MB/TA/TB FANUC Series 18i–MB5 FANUC Series 21i–MB/TB Time constant for acceleration/deceleration during High-speed and High-precision function modes Specifications - Contents - OVERVIEW .........................................................................................
- Page 2Overview Time constant for acceleration/deceleration during the High-speed and High-precision function modes is explained. Note that about AI contour control (AICC) it is explained in case servo FAD function is not used (Parameter MI1, MI0 (No.7050#6, #5) = 0, 1), and about High precision contour co
- Page 3The 5-axis machining function modes are as follows. (a) Tool center point control for 5-axis machining (b) Tool radius compensation for 5-axis machining (c) Tool center point control (d) Tool length compensation along tool direction (e) 3 dimensional cutter compensation (f) 3 dimensional circular in
- Page 4Parameter - Acceleration/Deceleration after interpolation for cutting feed during High-speed and High- precision function modes 1768 Time constant used for linear acceleration/deceleration or bell–shaped acceleration/deceleration after interpolation for cutting feed during High-speed and High-precis
- Page 51769 Time constant used for linear acceleration/deceleration or bell–shaped acceleration/deceleration after interpolation for cutting feed for each axis during High-speed and High-precision function modes [Data type] Word axis [Unit of data] msec [Valid data range] Function Data range APC 0, 8 ~ 512
- Page 6- Acceleration/Deceleration before interpolation for cutting feed during APC, AI-APC, AICC and AI-NANO-CC modes Parameter 1 for setting an acceleration for linear acceleration/deceleration before 1770 interpolation (maximum machining speed during linear acceleration/deceleration before interpolation
- Page 7NOTE 1. When 0 is set in parameter No.1770 or parameter No.1771, linear acceleration/deceleration before interpolation is not performed. 2. In parameter No.1770 and parameter No.1771, set values that satisfy the following: Parameter No.1770 / Parameter No.1771 ≥ 5 3. When 0 is set in parameter No.17
- Page 8- Acceleration/Deceleration before interpolation for cutting feed during HPCC, AI-HPCC, AI-NANO-HPCC and 5-axis machining function modes 8400 Parameter 1 for determining a linear acceleration/deceleration before interpolation [Data type] 2-word [Unit of data] [Valid data range] Valid data range Incr
- Page 919510 Parameter 2 for determining a linear acceleration/deceleration before interpolation for each axis during AI-HPCC, AI-NANO-HPCC and 5 axis machining mode [Data type] Word axis [Unit of data] msec [Valid data range] 0 ~ 1000 Set the time to reach the feedrate set in parameter No.8400, for each a
- Page 10(2) In case of HPCC with parameter SBL (No.1603#3)=0. (When the time required to reach the acceleration set with parameters No.8400 and No.8401 is set during look-ahead bell-shaped acceleration/deceleration before interpolation: (Time t2 in the figure below)) Valid data range = 0 ~ 99999999 Speed t1
- Page 11- Acceleration/Deceleration for rapid traverse during High-speed and High-precision function modes 1620 Time constant used for linear acceleration/deceleration or bell–shaped acceleration/deceleration (T1) in rapid traverse for each axis 1773 Time constant used for linear acceleration/deceleration o
- Page 12NOTE 1. Parameter No.1773 is not effective in the normal operation, APC and AI-APC. Parameter No.1620 is effective in these modes. 2. In the following case, Acc/Dec before interpolation is selected and positioning is performed with linear interpolation: AI-APC, AICC,AI-NANO-CC: AIR(No.7054#1)=0, or
- Page 13Function Data range Parameter No.8480#4,#5,#6 #4=0 #4=1 #4=0 #4=1 #5=1 #5=0 #5=0 #5=1 #6=0 #6=0 #6=0 #6=1 HPCC 0 ~ 256 0 ~ 128 0 ~ 64 - AI-HPCC, Acc/Dec before interpolation : - - 0 ~ 256 0 ~ 128 AI-NANO-HPCC, FRP (No.19501#5) = 0 (*1) (*1) 5-axis machining Acc/Dec after interpolation : - - 0 ~ 200
- Page 14Notes - Fine acceleration/deceleration (FAD) function The FAD function is invalid during the following mode. - AICC (In case parameter MI1,MI0 (No.7050#6,#5) are set to 0,1 ) - AI-NANO-CC - HPCC (in case Rapid traverse is executed with RISC board in the same way as normal (Parameter SG0(No.8403#7)=1