Series 16i/18i/21i Additional Manual Page 3
Additional Manual
・ Each axis workpiece coordinate system preset complete signal
WPSF1∼WPSF8
[Classification] Output signal
[Function] These signals turn to “1” when:
- Workpiece coordinate system preset is completed by each axis workpiece coordinate
system preset signal.
These signals turn to “0” when:
- Each axis workpiece coordinate system preset signal is changed from “1” to “0”.
- Reset operation is executed.
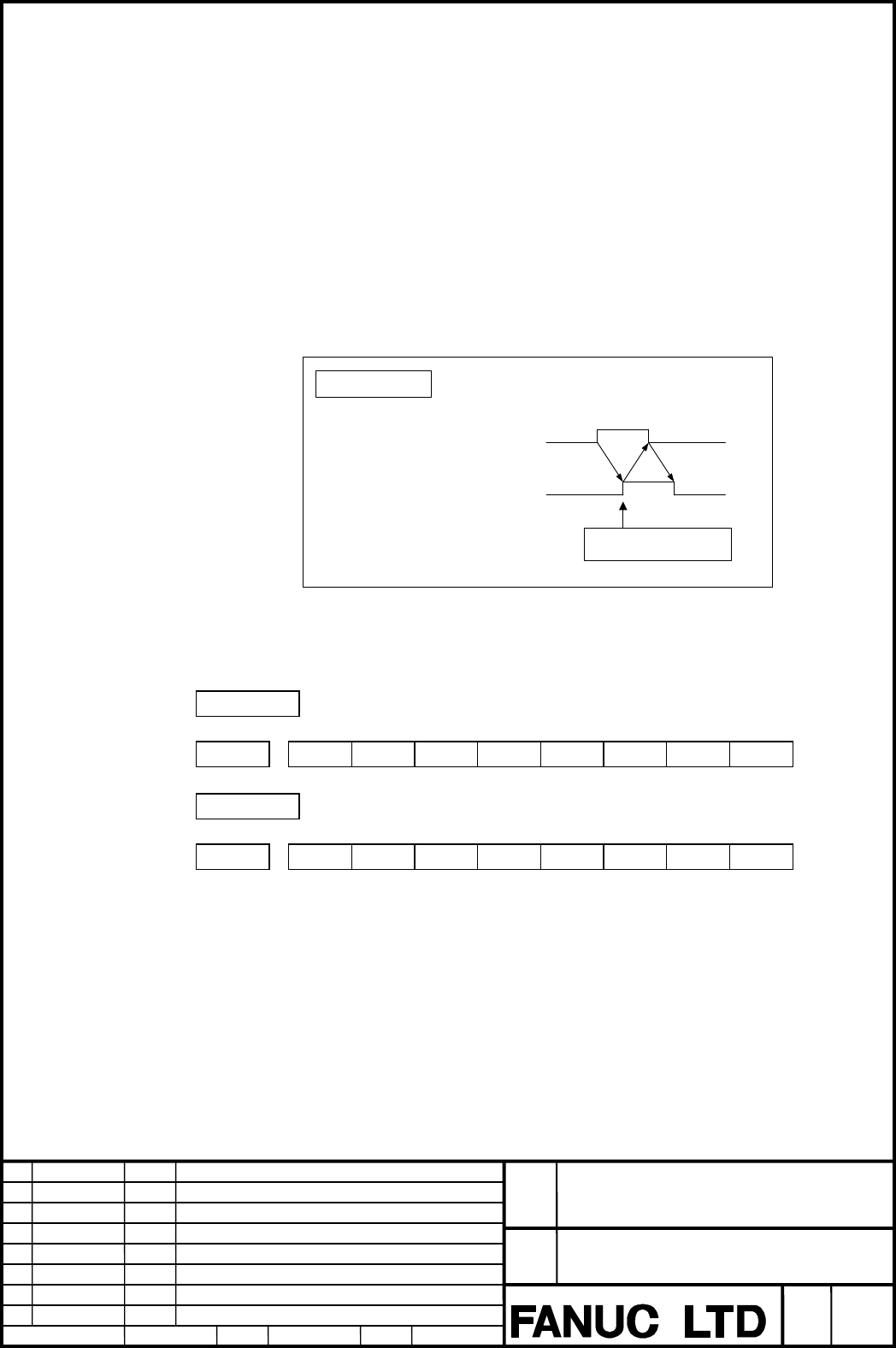
・ Time chart
Time chart
workpiece coordinate system
preset completion
Each axis workpiece coordinate system
preset complete signal WPSFn
(n = 1
∼
control axis)
Each axis workpiece coordinate
system preset signal WPRSTn
Fig.1 Time chart
・ Signal address
CNC→PMC
#7 #6 #5 #4 #3 #2 #1 #0
G358 WPRST8 WPRST7 WPRST6 WPRST5 WPRST4 WPRST3 WPRST2 WPRST1
PMC→CNC
#7 #6 #5 #4 #3 #2 #1 #0
F358 WPSF8 WPSF7 WPSF6 WPSF5 WPSF4 WPSF3 WPSF2 WPSF1
4 Note
• When this function is used on FS21i-MB/TB, PMC-SB7 is necessary.
• This function has the same limitations of the workpiece coordinate preset function by
the program command (G92.1/G50.3(T series)) / MDI operation.
As for the details, please refer to OPERATOR’S MANUAL (B-63524EN,
B-63534EN, B- B-63554EN, B-63604EN, B-63614EN).
A-79104E
Edit
Apprv.
Desig.
Sheet
Title
Draw
No.
Date
Design
Descri
p
tion
Date
FANUC Series 16i/18i/21i –MB/TB, 18i –MB5
Each axis workpiece coordinate system preset
signal Specifications
2004.03.26
3/3
Contents Summary of Series 16i/18i/21i Additional Manual
- Page 1FANUC Series 16i/18i/21i–MB/TB FANUC Series 18i–MB5 Each axis workpiece coordinate system preset signal Specifications −contents− 1 GENERAL ........................................................................................................................................................ 2 2 PAR
- Page 21 General Each axis workpiece coordinate system preset signal presets a workpiece coordinate system shifted by manual intervention, machine lock, etc. to the pre-shift workpiece coordinate system by input signal. 2 Parameter #7 #6 #5 #4 #3 #2 #1 #0 3006 WPS [Data type] Bit WPS Each axis workpiece co
- Page 3・ Each axis workpiece coordinate system preset complete signal WPSF1∼WPSF8 [Classification] Output signal [Function] These signals turn to “1” when: - Workpiece coordinate system preset is completed by each axis workpiece coordinate system preset signal. These signals turn to “0” when: - Each axis w