FANUC Series 16i/18i-TA Specifications of Feedrate of Thread Cutting Cycle Additional Manual Page 4
Additional Manual
A-78504E
Edit
Apprv
ApprvApprv
Apprv.
..
.Desig
DesigDesig
Desig.
..
.
Sheet
Title
Draw
No.
4/4
Date
DateDate
Date
Design
DesignDesign
Design
Descri
p
tion
Descri
p
tionDescri
p
tion
Descri
p
tion
Date
DateDate
Date
FANUC Series 16i /18i -TA
Specifications of Feedrate of Thread Cutting
Cycle
2001.05.23
A.Fukumoto
2. Parameter
1466 Retracting feedrate of thread cutting cycle
[Data type] 2-word-axis
[Unit of data]
[Valid data range]
Valid data range
Increment system Unit of data
IS-B IS-C
Millimeter machine 1 mm/min 30 to 240000 6 to 100000
Inch macnine 0.1 inch/min 30 to 96000 6 to 48000
Rotation axis 1 deg/min 30 to 240000 6 to 100000
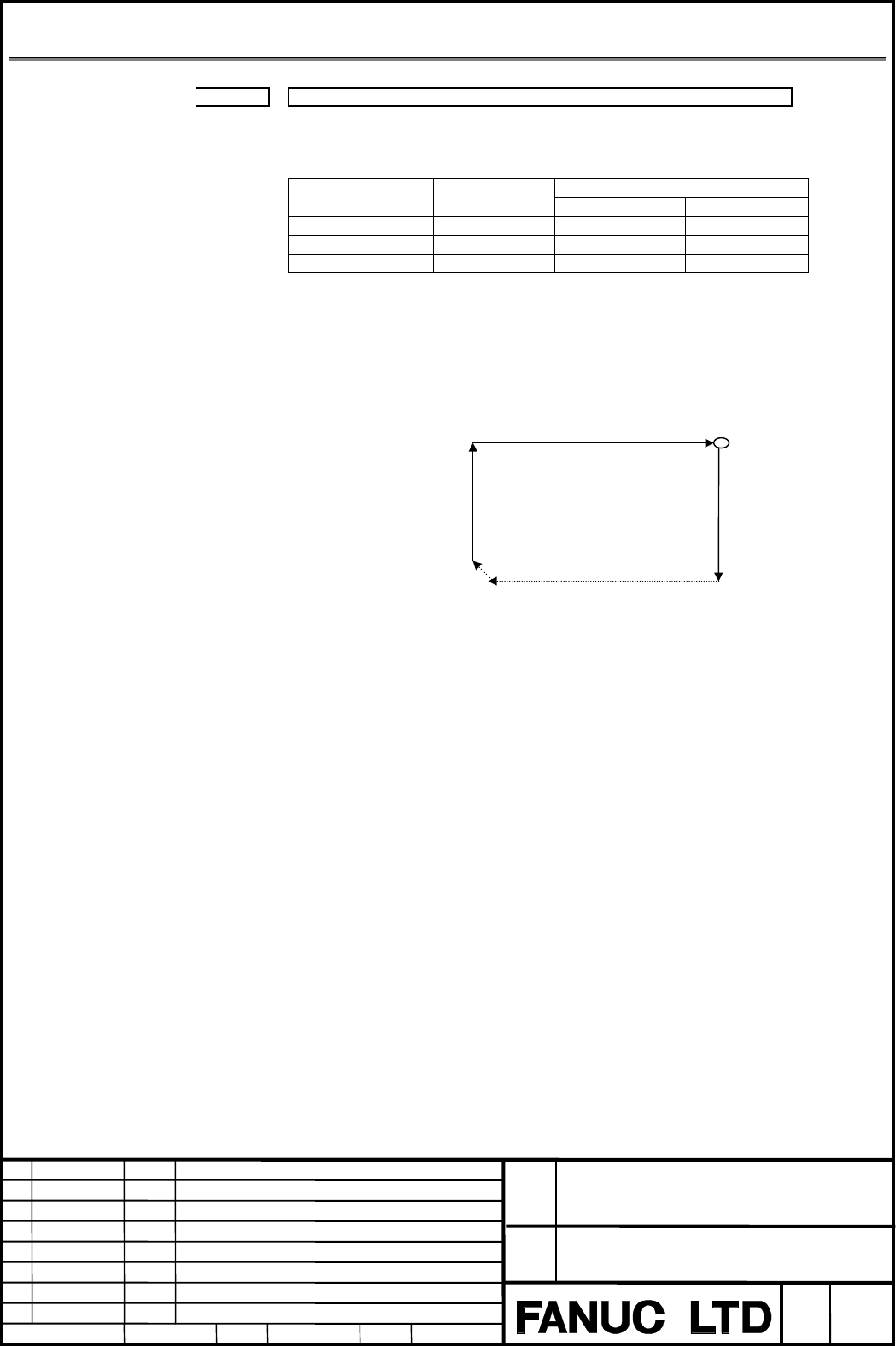
Set the retaracting feedrate of the thread cutting cycle.
When “0” is set in this parameter, the axis retracts with the rapid traverse feedrate of parameter
No.1420.
Example) In case of G92
In the above figure, “R1” is rapid traverse feedrate and “C” is cutting feedrate.
R2 can be specified by this parameter. When “0” is set in this parameter, R1 is used instead of
R2.
This parameter is effective for retaracting feedrate of the thread cutting cycle retaract function
too.
Start point
R1
C
R2
R1
C
Contents Summary of FANUC Series 16i/18i-TA Specifications of Feedrate of Thread Cutting Cycle Additional Manual
- Page 1FANUC Series 16i /18i/21i –TA/TB Specifications of Feedrate of Thread Cutting Cycle FANUC Series 16i /18i -TA Title Specifications of Feedrate of Thread Cutting Cycle Draw No. A-78504E Edit Date Design Description Sheet 1/4 Date 2001.05.23 Desig. A.Fukumoto Apprv. Desig. Apprv.
- Page 2Contents 1. Outline............................................................................................................................... 3 2. Parameter ......................................................................................................................... 4 FANUC Series 1
- Page 31. Outline It is improved to change the retaracting feedrate of the thread cutting cycle G92 and multiple threading cycle G76. When the machine is shocked in the thread cutting cycle, it may be soften by this function. Note G92 and G76 means G78 and G76 in G code system B, G21 and G78 in G code syst
- Page 42. Parameter 1466 Retracting feedrate of thread cutting cycle [Data type] 2-word-axis [Unit of data] [Valid data range] Valid data range Increment system Unit of data IS-B IS-C Millimeter machine 1 mm/min 30 to 240000 6 to 100000 Inch macnine 0.1 inch/min 30 to 96000 6 to 48000 Rotation axis 1 deg/m