FS 16i/18i/21i-TA/TB (2 or 3 paths) Rigid tapping with spindle of another path Additional Manual Page 4
Additional Manual
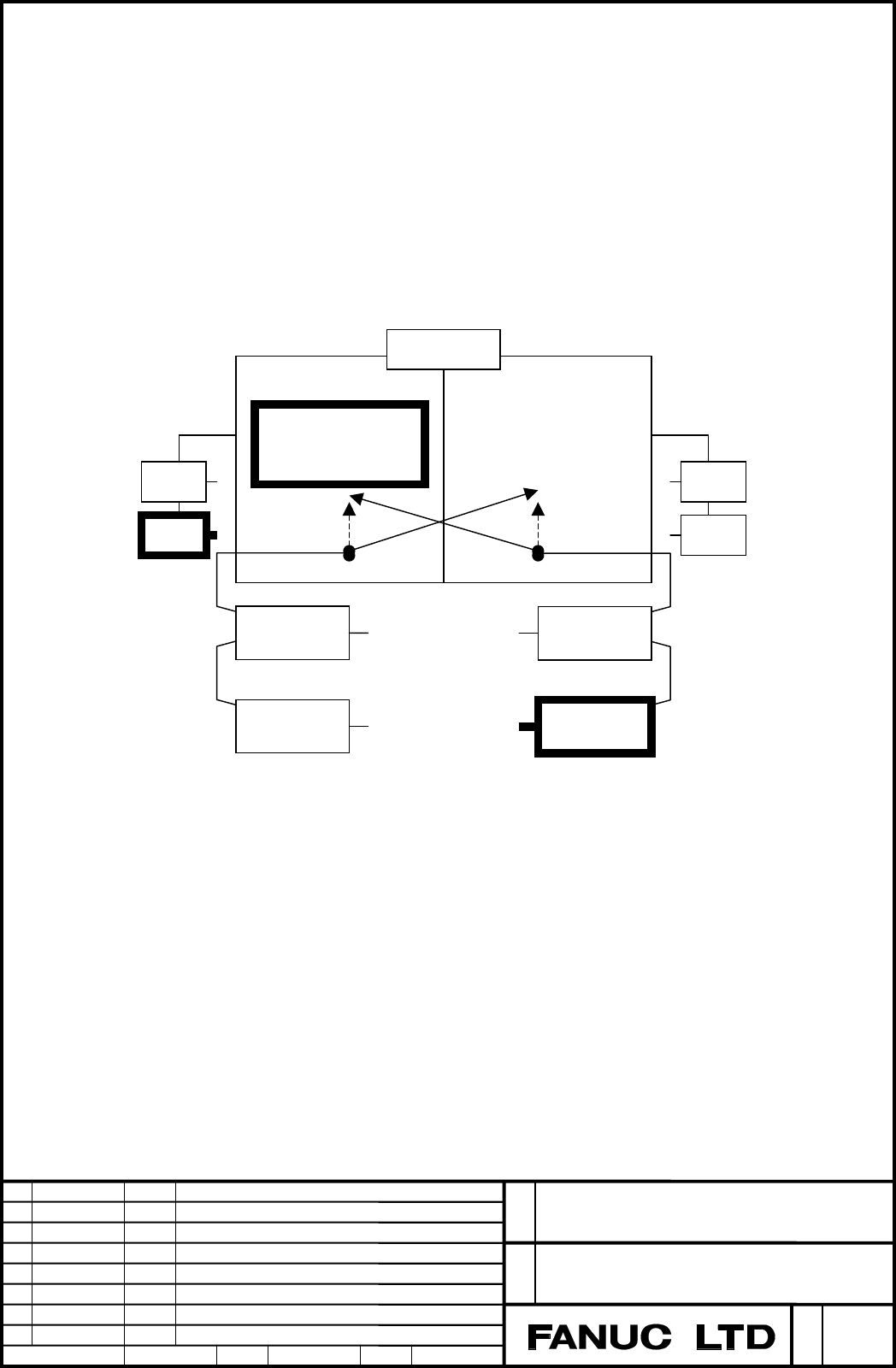
2.3 EXAMPLE OF USE
[Example]
An example in which, on 2-spindle and 2-path control equipment (with parameter No. 3703 #0 2SP =
1) with a 2-path lathe, rigid tapping is performed with the rigid tapping commands (machining
program) for path 1 and the servo (Z
#1
in the figure below), using the second spindle (SP2
#2
in the
figure below) connected to path 2.
Path 1
Parameter settings (common to the paths)
No. 3703#4 SPR = 1
No. 3703#0 2SP = 1
C
N
C
Path 2
Rigid tapping commands
M29 S_ ;
G84 Z_ F_;
SP2
#1
SP1
#1
SP1
#2
SP2
#2
SLSPA=1 SLSPB=1
Z
#2
X
#2
Z
#1
X
#1
SWS1
#2
=0
SWS2
#2
=1
Set each signal as follows.
<1> SLSPB<G63#3> = 1: Causes the spindle connected to path 2 to follow the commands for path 1.
<2> SLSPA<G63#2> = 1: Causes the spindle connected to path 1 to follow the commands for path 2.
<3> SWS1
#2
<G1027#0> = 0
SWS2
#2
<G1027#1> = 1: Causes rigid tapping to be performed with the second spindle of path
2 (SP2
#2
).
Ed.
Page
Name
No.
Date
Contents
Draw u
p
FS16
i
/18
i
-TA/TB (2 or 3 path)
Rigid tapping with spindle of another path Specifications
A-78374E
2003.05.28
4/8
Contents Summary of FS 16i/18i/21i-TA/TB (2 or 3 paths) Rigid tapping with spindle of another path Additional Manual
- Page 1FANUC Series 16i / 18i – TA / TB ( 2 or 3 paths) Rigid tapping with spindle of another path Specifications Name FS16i/18i-TA/TB (2 or 3 path) Rigid tapping with spindle of another path Specifications No. A-78374E Ed. Date Contents Page 1/8 Draw up 2003.05.28
- Page 21. OVERVIEW When you perform rigid tapping with 2-path lathe (2-CPU 2-path or 1-CPU 2-path lathe) or 3-path lathe, you can perform rigid tapping using the spindle connected to a path other than that with which rigid tapping is specified. This requires a serial spindle. (An analog spindle cannot be u
- Page 32.2 RESTRICTIONS A spindle command selection signal must be set correctly before a rigid tapping command can be issued. Note the following restrictions: <1> The path with which to specify rigid tapping and the spindle with which to perform rigid tapping must have a one-to-one correspondence. <2> Bef
- Page 42.3 EXAMPLE OF USE [Example] An example in which, on 2-spindle and 2-path control equipment (with parameter No. 3703 #0 2SP = 1) with a 2-path lathe, rigid tapping is performed with the rigid tapping commands (machining #1 #2 program) for path 1 and the servo (Z in the figure below), using the secon
- Page 5(Supplementary information) Signal manipulation <2> above is required to establish a one-to-one correspondence between the commands and the spindle of the path for which the commands are to be selected in the system configuration in the above example. Spindle command selection signals may be handled
- Page 6Nos. 5271 to 5274, No. 5335, 5336, No. 5337, 5338 (acceleration/deceleration time constant during extraction) Nos. 5280 to 5284, Nos. 5341 to 5343, Nos. 5344 to 5349 (loop gain) No.5300, No. 5302, No. 5304 (effective area for in-position check of the tapping axis) No. 5301, No. 5303, No. 5305 (effec
- Page 74. ALARM No. Message Description 205 RIGID MODE DI (1) Although a rigid M code (M29) has been issued, rigid mode SIGNAL OFF. DI signal RGTAP
is not ON when tapping cycle G84/G88 is executed. (2) When an attempt is made to perform rigid tapping on equipment having a multi-spindle function, th - Page 85. CAUTIONS - This function is effective only if you use a serial spindle on 2- or 3-path lathe. - If you are to perform rigid tapping with the spindle of another path, the spindle command selection signal (SLSPA, SLSPB