FS 16i/18i-MA, Spindle electronic gear box, A-77833E Additional Manual Page 8
Additional Manual
8
FANUC Series 16i /18i -MA
Spindle electronic gear box
S
p
ecifications
EDT. DATE DESIG. DESCRIPTION PAGE /19
A – 77833E
NO.
TITLE
NEWLY
1999.July.28
01
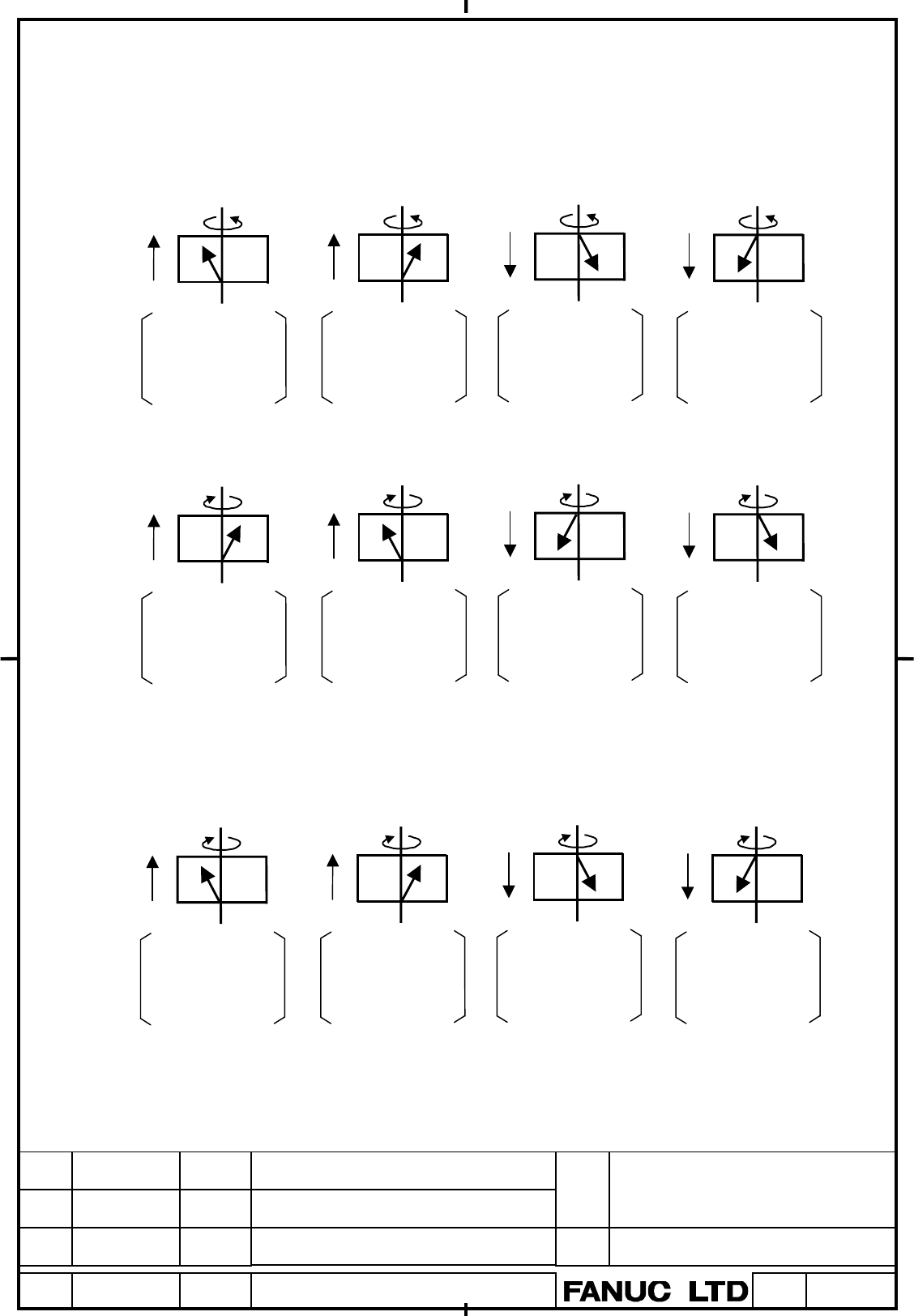
The direction of helical gear compensation is determined by bit 2 (HDR) of parameter
No.7700 (1 is usually specified). The compensation direction is shown in figure 2.4.
(1) When bit 2 (HDR) of parameter No.7700 is 1.
(2) When bit 2 (HDR) of parameter No.7700 is 0. (Items (a) to (d) are the same as for (1))
Fig.2.4 Direction of helical gear compensation
+C
(a)
+Z
-Z
C: +
Z: +
P: +
Cm
p
. direc.: +
+C
(b)
+Z
-Z
C: +
Z: +
P: -
Cm
p
. direc.: -
+C
(c)
+Z
-Z
C: +
Z: -
P: +
Cm
p
. direc.: -
+C
(d)
+Z
-Z
C: +
Z: -
P: -
Cm
p
. direc.: +
-C
(e)
+Z
-Z
C: -
Z: +
P: +
Cm
p
. direc.: -
-C
(f)
+Z
-Z
C: -
Z: +
P: -
Cm
p
. direc.: +
-C
(g)
+Z
-Z
C: -
Z: -
P: +
Cm
p
. direc.: +
-C
(h)
+Z
-Z
C: -
Z: -
P: -
Cm
p
. direc.: -
-C
(e)
+Z
-Z
C: -
Z: +
P: +
Cm
p
. direc.: +
-C
(f)
+Z
-Z
C: -
Z: +
P: -
Cm
p
. direc.: -
-C
(g)
+Z
-Z
C: -
Z: -
P: +
Cm
p
. direc.: -
-C
(h)
+Z
-Z
C: -
Z: -
P: -
Cm
p
. direc.: +
Contents Summary of FS 16i/18i-MA, Spindle electronic gear box, A-77833E Additional Manual
- Page 1FANUC Series 16i /18i -MA Spindle electronic gear box Specifications Contents 1 General --------------------------------------------- 2 2 Operation --------------------------------------------- 4 2.1 Format -------------------------------------------- 4 2.2 Parameter setting ------------------------
- Page 21. General A gear can be shaped (grind/cut) by the synchronization of the workpiece axis rotation to the tool axis (grinding axis /hob) rotation by using two spindles as a tool axis and a workpiece axis. To synchronize these two axes, the Electronic gear box (EGB) is used. In the Spindle EGB, the sy
- Page 3CNC 2nd spindle (Slave) Position feedback Velocity feedback - - + Position + Velocity Built-in Work- Cs + control control motor & piece command Position gain (PI) Detecto (Gear) + + K2/K1 : Synchronous ratio α : Feedforward ratio αs EGB mode K2 K1 Position feedback - - Velocity feedback Position Vel
- Page 42. Operations 2.1 Format G81 T_ L_ Q_ P_ ; Starts synchronization. G80 ; Cancels synchronization. T : Number of teeth (Specifiable range : 1 to 1000) L : Number of hob threads (Specifiable range : -200 to 200 with 0 excluded) Q : Module or diametral pitch Specify a module in the case of metric input
- Page 52.3 Starting/canceling of synchronization When the rotation of the tool axis (master axis) starts after G81 is specified, the EGB synchronization starts with the synchronous relationship specified in G81 block, and the rotation of the workpiece axis (slave axis) starts. When the EGB synchronization
- Page 6Program example Axis configuration X,Y,Z, B(Cs axis: tool axis/master axis), C(Cs axis: workpiece axis/slave axis) O1000 ; N00010 G80 ; N00020 G28 G91 B0 C0 ; Performs reference position return operation of the tool and the workpiece axis. N00030 G81 T20 L1 ; Starts synchronization. N00040 Mxx ; Rot
- Page 72.4 Helical gear compensation When a helical gear is to be produced, the compensation of the workpiece axis rotation is needed according to the travel distance on the Z-axis (axial feed axis: parameter No. 7709 setting). Helical gear compensation is performed by adding compensation pulses calculated
- Page 8The direction of helical gear compensation is determined by bit 2 (HDR) of parameter No.7700 (1 is usually specified). The compensation direction is shown in figure 2.4. (1) When bit 2 (HDR) of parameter No.7700 is 1. (a) (b) (c) (d) +Z +Z +C +Z +C +Z +C +C -Z -Z -Z -Z C: + C: + C: + C: + Z: + Z: +
- Page 92.5 Synchronous ratio The synchronous ratio of the Spindle EGB control is internally represented using a fraction. The fraction is calculated from T and L command in G81 block and the number of position detector pulses per rotation about the tool and the workpiece axis (parameter setting). K2 L B Sy
- Page 10Example) When the pulses for one rotation (360000) are specified to the tool axis (master axis) on the following conditions, the pulses for position control are distributed as figure 2.6. Hob threads L : 10 Number of teeth of the work T : 100 Number of pulse per one revolution of position detector o
- Page 112.6 Retract function When the retract signal RTRCT(G66#4) is turned to “1” in auto mode (MEM, MDI, etc.) or manual mode (HNDL, JOG etc.), the axis set in bit 0 (RTR) of the parameter No.7730 moves (retracts) by the amount set in the parameter No.7741. Note1) Feedrate in retract is set to the paramet
- Page 125) In case that the parameters for axis setting (No.7710,7771,4352) are not set correctly, P/S alarm (No.010) occurs when G81 specified. 6) When G28/G27/G29G30/G30.1/G53 is specified in the synchronization mode, P/S alarm (No.184) occurs. G28/G27/G29/G30/G30.1/G53 should not be specified in the sync
- Page 133. Parameters 3.1 Parameters for serial spindle 4036 Feed forward coefficient for serial spindle [Data type] Word [Valid data range] 0 to 10000 Feed forward coefficient for Cs contour control axis is set. Specified value is smaller than or equal to 100 : In units of 1% Specified value is greater tha
- Page 144387 Numerator of synchronous ratio [Data type] Word [Valid data range] -32767 to 32767 Numerator of synchronous ratio is set to this parameter automatically when G81 is specified. 4388 Denominator of synchronous ratio [Data type] Word [Valid data range] 1 to 65535 Denominator of synchronous ratio i
- Page 153.2 Parameters for synchronous control 7 6 5 4 3 2 1 0 7700 HDR HBR C C C C C C HD C C [Data type] Bit axis HBR The synchronization is : 0 : Canceled by reset. 1 : Not canceled by reset. 1 is usually specified. HDR Setting of the direction for helical gear compensation (1 is usually specified.) 7709
- Page 167772 Number of position detector pulses per rotation about tool axis [Data type] 2-Word [Data unit] Detection unit [Valid data range] Set 360000 to this parameter. This parameter specifies the number of pulses per rotation about the tool axis (master axis), for the position detector. 7773 Number of
- Page 173.3 Parameters for retract function 7 6 5 4 3 2 1 0 7730 RTRx C C C C C C C C [Data type] Bit axis RTRx The retract function is : 0 : Disabled. 1 : Enabled. 7740 Feedrate during retraction for each axis [Data type] 2 Words axis [Unit of data and valid data range] Increment system Unit of data Valid
- Page 184. Signals 7 6 5 4 3 2 1 0 F065 SYNMOD Synchronization mode signal SYNMOD [Classification] Output signal [Function] Confirmation of the EGB synchronization [Operation] The signal becomes “1” when : - The EGB synchronization is active. The signal becomes “0” when : - The EGB synchronization is cancel
- Page 195. Alarm and message Number Message Contents 010 IMPROPER G-CODE Parameters for axis setting are not set correctly regarding G81. (No.7710,7771,4352,or Cs axis setting). Confirm the parameter setting. 181 FORMAT ERROR IN G81 G81 block format error BLOCK 1) T(number of teeth) has not been instructed.