FANUC Series 16i/18i-MB/18i-MB5 Small-Hole Peck Rigid Tapping, Specifications Additional Manual Page 4
Additional Manual
2002/08/19 T.Inagaki
Explanations
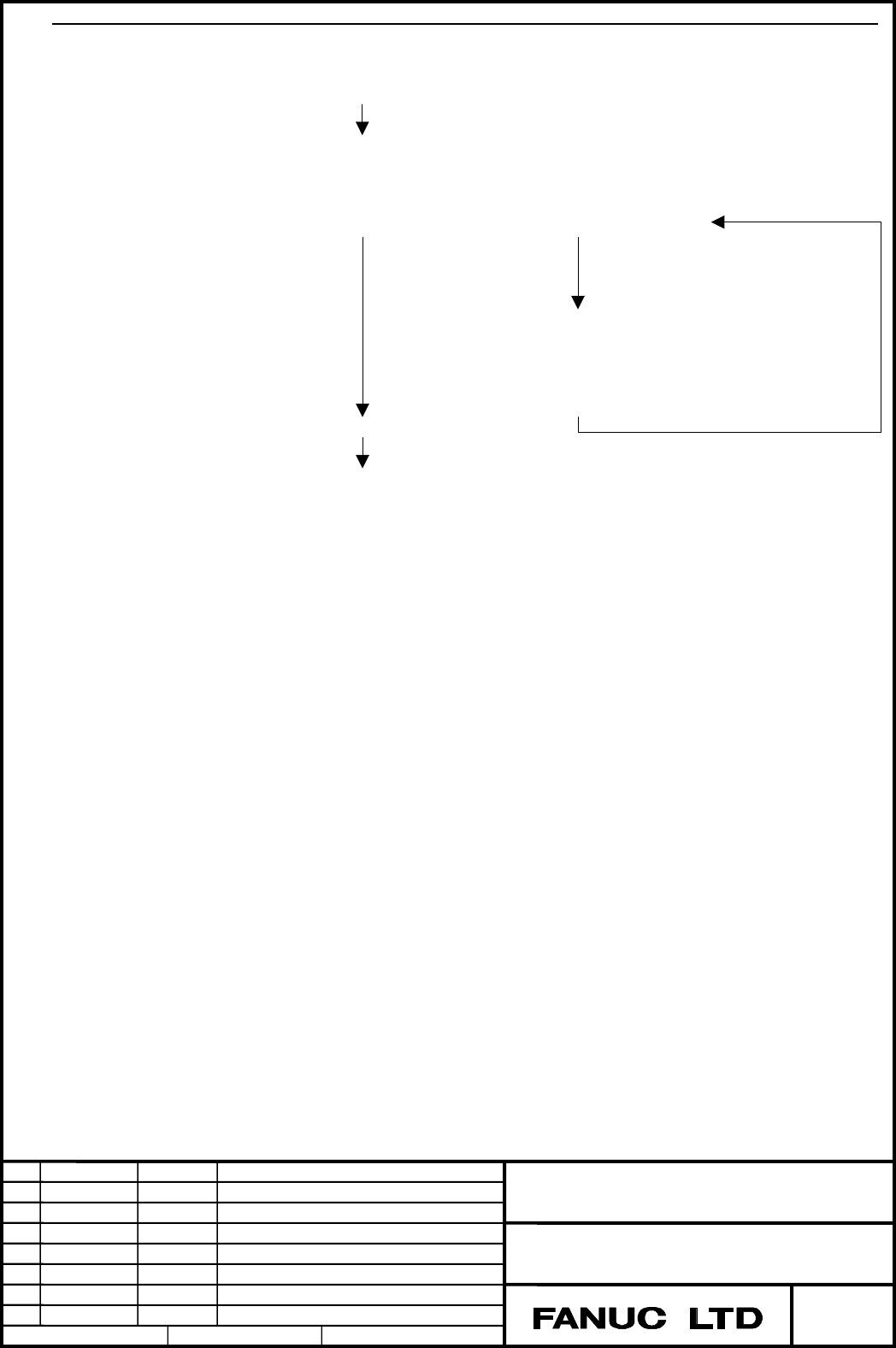
Component operation of the cycle
Positioning along X-axis and Y-axis
Positioning at point R along the Z-axis
(Cutting is performed with depth Q, cutting is performed to Z-point, or the
overload torque detection signal (X4#7 or G275#7) is detected.)
(The cutting override is effective if parameter is set.)
Cutting is performed Cutting is not
to Z-point performed to Z-point
Retraction (bottom of the hole→point R)
Retraction (bottom of the hole→small clearance d, incremental)
Advance (point R→point at the height of clearance d from the
bottom of the hole)
Dwell
Return to point R (or initial level) along the Z-axis, cycle end
Small-hole peck rigid tapping cycle
- This function is effective only when parameter 5200#5(PCP) is set to '1'
- The distance to the point at which cutting is started (d) is set in parameter
5213, which is common to the normal peck rigid tapping cycle.
- On linear-type, and on bell-type, time constant is dependent on its
parameter for selected gear. And when the override value is changed, the
change of gear is not executed.
Small-hole high-speed peck rigid tapping cycle
- This function is effective only when parameter 5200#5(PCP) is set to '0'
- The retraction distance (d) is set in parameter 5213, which is common to
the normal peck rigid tapping cycle.
- On linear-type, and on bell-type, time constant is dependent on its
parameter for selected gear. And when the override value is changed, the
change of gear is not executed.
Rigid mode
Rigid mode can be specified using any of the following methods:
- Specify M29 S**** before a tapping command.
- Specify G84 for rigid tapping (parameter G84 No.5200#0 set to 1).
A-78641EN
FANUC Series 16i/18i–MB/18i–MB5
Small-hole peck rigid tapping
Title
Drawing No.
Page
Descri
p
tionDate Edit
4/14
Contents Summary of FANUC Series 16i/18i-MB/18i-MB5 Small-Hole Peck Rigid Tapping, Specifications Additional Manual
- Page 1FANUC Series 16i/18i-MB/18i-MB5 Small-hole peck rigid tapping Specifications 1. Specifications .......................................................................................................................................... 2 Outline ........................................................
- Page 21. Specifications Outline Tapping a deep hole in rigid tapping mode may be difficult because the cutting resistance increases due to chips sticking to the tool or so on. By using this function, when the overload torque detection signal (X4#7 or G275#7) is detected, rigid tapping retraction is begun.
- Page 3Format The mode for the small-hole peck rigid tapping cycle is selected when the M-code in parameter 13410 is specified. The cycle can start by specifying G84(normal tapping) or G74(reverse tapping) in this mode. This mode is canceled when G80 is specified or when a reset occurs. G84 (or G74) X_ Y_
- Page 4Explanations Component operation of the cycle Positioning along X-axis and Y-axis Positioning at point R along the Z-axis (Cutting is performed with depth Q, cutting is performed to Z-point, or the overload torque detection signal (X4#7 or G275#7) is detected.) (The cutting override is effective if
- Page 5Thread lead - In feed per minute mode, the thread lead is obtained from the expression, feedrate ÷ spindle speed. - In feed per revolution mode, the thread lead equals the feedrate speed. Tool length compensation If a tool length compensation (G43,G44, or G49) is specified in the canned cycle, the o
- Page 6Changing the tapping conditions In a single G84/G74 cycle, tapping override is changed for each tapping operation (advance→drilling→retraction). (When 13400#0 and #1 are both set to '0', override value is not changed.) In parameters, 13411 and 13412, specify the respective rates of change applied wh
- Page 7If the tapping override becomes smaller than the rate specified in parameter 13413, the tapping override is not changed. The cutting override can be increased up to 200(%). Custom macro interface The number of retractions made during the rigid-tapping and the number of retractions made in response t
- Page 82. Signals and parameters Signals Over torque signals SKIP
- Page 9Parameters #7 #6 #5 #4 #3 #2 #1 #0 13400 OTD NOL OLR [Data type] Bit OLR When over torque signal is detected, the override value for rigid-tapping is: 0: not changed. 1: changed. NOL When cutting is reached to the depth of cut per action without the detection of over torque signal, the override valu
- Page 1013411 Percentage of cutting feedtrate to be changed after over-torque [Data type] Byte [Unit of data] % [Data range] 0~100 This parameter sets the percentage of cutting feedtrate to be changed after an over-torque signal is received in a small-hole peck rigid-tapping. β=α×d1÷100 α:The override value
- Page 1113413 Lower limit of the percentage of cutting feedtrate in a small-hole peck rigid-tapping cycle [Data type] Byte [Unit of data] % [Data range] 0~100 This parameter sets the lower limit of the percentage of cutting feedtrate changed for in a small-hole peck rigid-tapping. δ=γ×b3÷100 γ:Specified ove
- Page 12Alarm and message Number Message Descriptions 5215 PECK RGTAP CAN'T BE ・ The small-hole peck rigid-tapping COMMANDED was specified during HPCC mode or the advanced preview control mode. ・ The small-hole peck rigid-tapping was specified during the three-dimensional coordinate conversation mode. ・ The
- Page 133. Limitations Axis switching Before the tapping axis is changed, the canned cycle must be canceled. If the tapping axis is changed in rigid mode, P/S alarm (No.206) is issued. S command Specifying a rotation speed exceeding the maximum speed for the gear used causes P/S alarm (No.200). Distribution
- Page 14Cancel Please don't specify a group 01 G code (G00 to G03) / G60 (when parameter MDL (No.5431#0) is set to '1') and G84/G74 in the same block. If they are specified together, G84/G74 is canceled Tool offset In the canned cycle mode, tool offsets are ignored. 3-dimensional coordinate conversion This