Fanuc Power Mate i Supplement to Manual Page 3
Supplement to Manual
2.2 Override in Multi path control mode (G130)
(Multi path control function is available only for Power Mate i – MODEL H.)
When cutting feedrate is specified in multi path control mode (G130) in
automatic operation, feedrate override and feedrate override cancel can be
used for each path if the parameter IOVC(8009#0) and INOV(8009#1) are set
to “1”.
The feedrate override signal (*FOV0Eg to *FOV7Eg) and the override cancel
signal (OVCEg) for each path are assigned to the signals of the axis with the
smallest axis number in each path. Other feedrate override and override
cancel signal are ignored.
Note
Please refer to operator’s manual(B-63174EN) about notice of multi
path control(G130).
2.3 Example
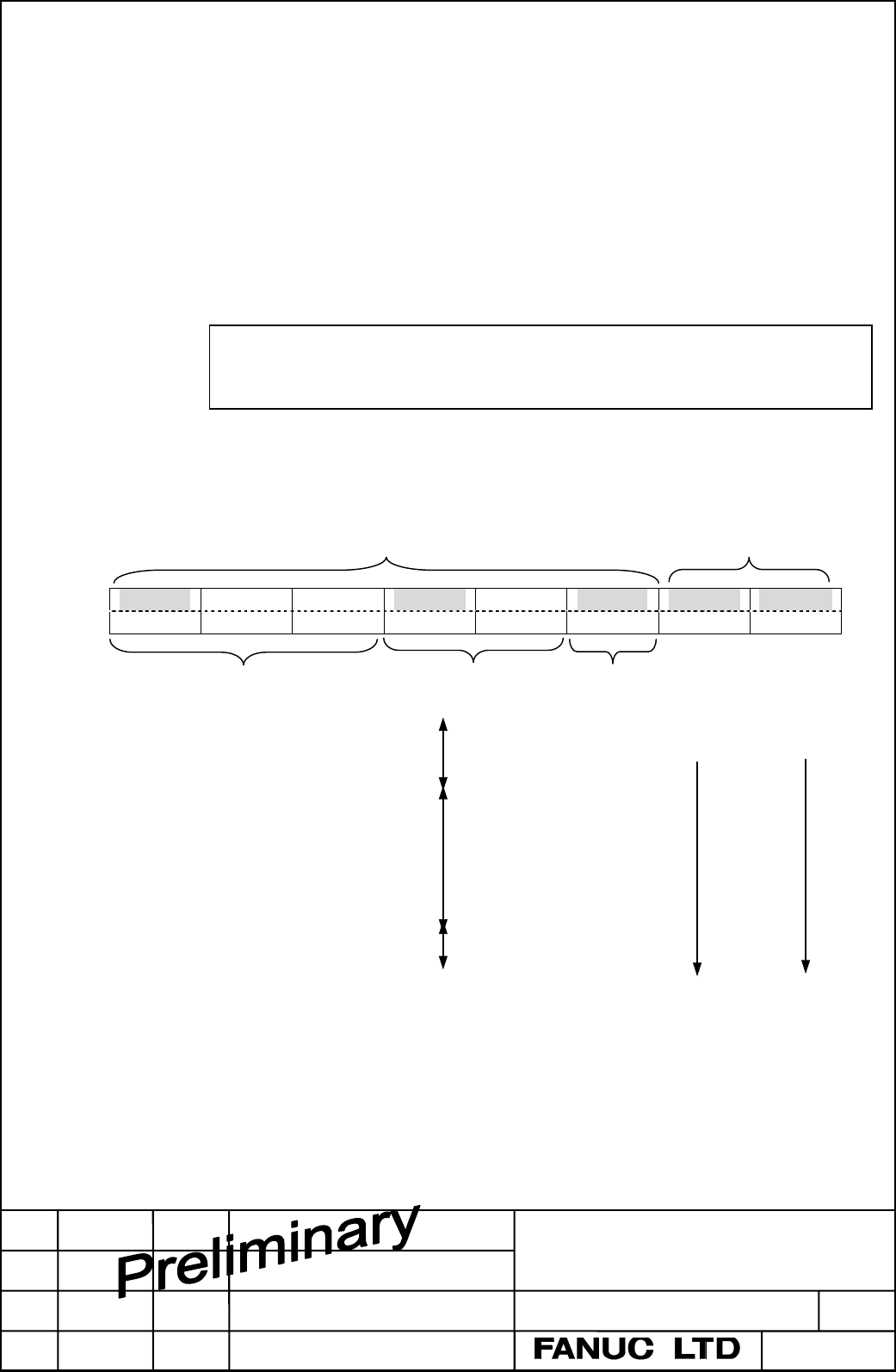
The following example shows the combination of multi path and PMC axis control, feedrate
override and override cancel.
PMC axes
NC axes in multi path control mode (G130)
Group A Group B Group C Group D Group E Group F Group G Group H
X axis Y axis Z axis U axis V axis W axis A axis B axis
Path 3
Path 2
Path 1
[Program]
(A axis) (B axis)
PMC axis control
O0001;
G00 X0 Y0 Z0;
(
1
)
Sin
g
le
p
ath mode
G01 X50. Y50. Z50. F200;
G130 P1 X1 Y1 Z1;
G90 G01 X100. Y100. Z100. F1000;
G130 P2 U1 V1;
G90 G01 U100. V100. F2000;
(
2
)
Multi
p
ath mode
G130 P3 W1;
G90 G01 W100. F3000;
G130 P0;
G01 U200. W250. F150;
(
3
)
Sin
g
le
p
ath mode
M30;
< In case both the feedrate override and override cancel are assigned to the signals for each PMC
axis group >
[Setting parameters]
Parameter IOVC(8009#0)=1,INOV(8009#1)=1
[Assignment of feedrate override signals and override cancel signals]
(1) Single path mode
Feedrate override signal: *FV0-*FV7(G012)
Override cancel signal: OVC(G006.4)
A-78898
3/7
EDIT
DATE DESIG. DESCRIPTION
FANUC Power Mate i – MODEL D/H
PMC axis control – Feedrate override and Feedrate
override cancel for each axis group Specifications
TITLE
DRAW.NO. CUST.
SHEET
Contents Summary of Fanuc Power Mate i Supplement to Manual
- Page 1FANUC Power Mate i - MODEL D/H PMC axis control – Feedrate override and Feedrate override cancel for each axis group Specifications 1. OUTLINE .............................................................................................................................. 2 2. SPECIFICATION ...........
- Page 21. Outline Up to now, only one set of the signals of “Feedrate override” and “Override cancel” for PMC axis control is provided commonly for all PMC axis groups. Then override cannot be handled independently for each PMC axis group. This function makes it possible to specify override and override ca
- Page 32.2 Override in Multi path control mode (G130) (Multi path control function is available only for Power Mate i – MODEL H.) When cutting feedrate is specified in multi path control mode (G130) in automatic operation, feedrate override and feedrate override cancel can be used for each path if the para
- Page 4(2) Multi path mode Path 1 (X, Y, Z-axis): use the signals of PMC axis group “A” Feedrate override signal: *FV0E-*FV7E(G151) Override cancel signal: OVCE(G150.5) Path 2 (U, V axis): use the signals of PMC axis group “D” Feedrate override signal: *FV0ED-*FV7ED(G187) Override cancel signal: OVCED(G186
- Page 53. Parameter #7 #6 #5 #4 #3 #2 #1 #0 8009 INOV IOVC [Data type] Bit IOVC: In case of PMC axis control, override cancel is 0: specified by one common signal for all PMC axis groups. It depends on the value of parameter OVE(8001#2) which signals are used 1: specified by each signal for each PMC axis g
- Page 64. Signals 4.1 Explanation of signals Override cancellation signals for [Classification] Input signal each PMC axis group [Function] When the parameter IOVC(8009#0) is set to OVCE
- Page 74.2 Signal address #7 #6 #5 #4 #3 #2 #1 #0 G150 OVCE G151 *FV7E *FV6E *FV5E *FV4E *FV3E *FV2E *FV1E *FV0E G162 OVCEB G163 *FV7EB *FV6EB *FV5EB *FV4EB *FV3EB *FV2EB *FV1EB *FV0EB G174 OVCEC G175 *FV7EC *FV6EC *FV5EC *FV4EC *FV3EC *FV2EC *FV1EC *FV0EC G186 OVCED G187 *FV7ED *FV6ED *FV5ED *FV4ED *FV3ED