Series 30i-MODEL A, ACTIVE OFFSET VALUE CHANGE FUNCTION BASED ON MANUAL FEED Additional Manual Page 22
Additional Manual
A-79341E
Title
Draw
No.
Ed. Date Design Description
Date
Jan.06.’04 Design. Apprv.
page
FANUC Series 30i-MODEL A
ACTIVE OFFSET VALUE CHANGE
FUNCTION BASED ON MANUAL FEED
Jan.06.’04
New design
20/22
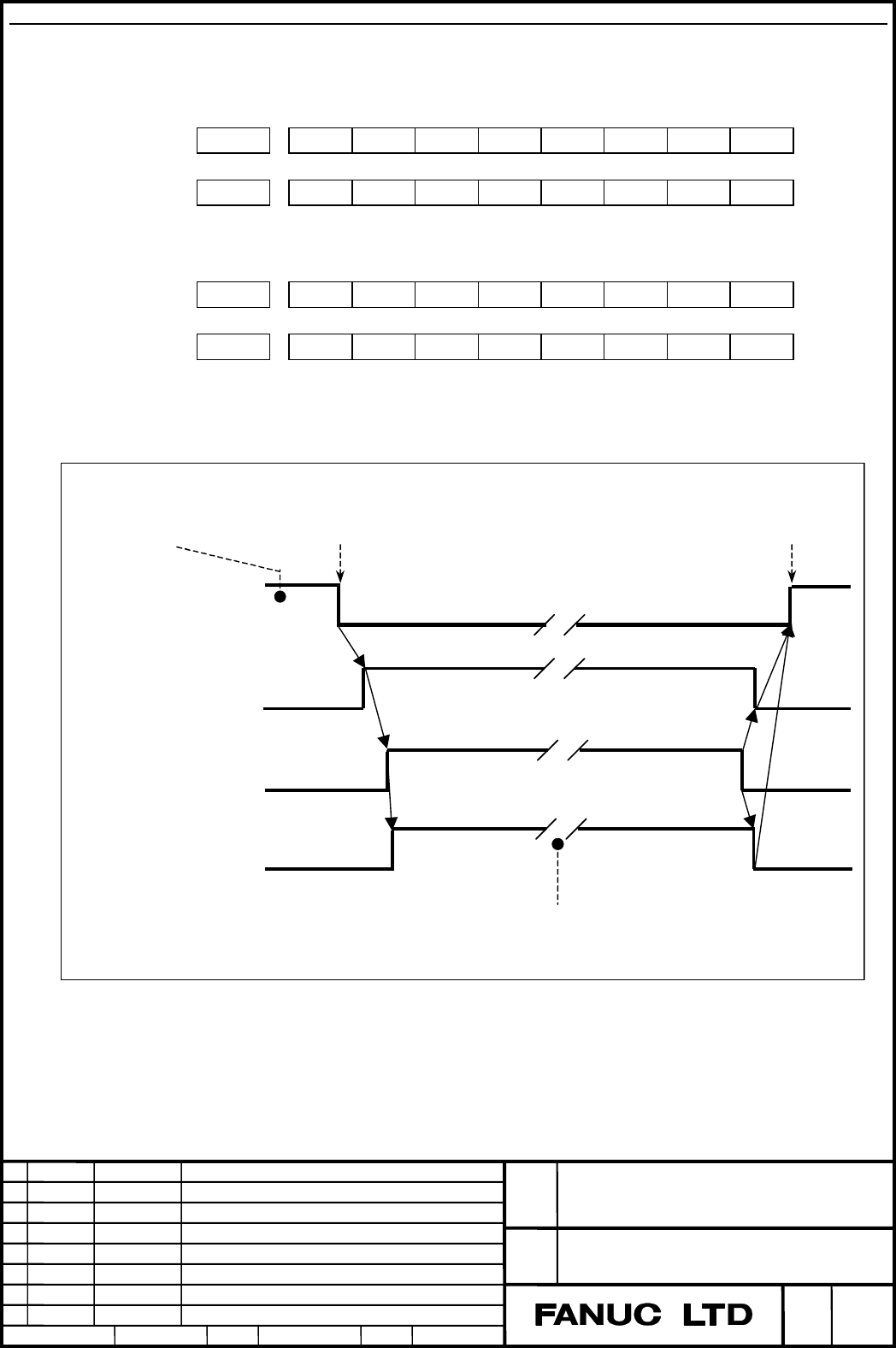
Signal address
・When bit 2 (MOP) of parameter No. 5040 is set to 0
#7 #6 #5 #4 #3 #2 #1 #0
Gn297 AOFS2 AOFS1 CHGAO
Fn297 MCHAO
・When bit 2 (MOP) of parameter No. 5040 is set to 1
#7 #6 #5 #4 #3 #2 #1 #0
Gn203 AOFS2 AOFS1 CHGAO
Fn199 MCHAO
The timing chart of the input/output signals is shown below.
A
utomatic operation start in
-progress signal (STL)
A
ctive offset value change
mode signal (CHGAO)
(HCEXE)
A
ctive offset value change
in-progress signal (MCHAO)
Offset value selected with active offset selection
signals (AOFS1, AOFS2) is changed by manual
feed.
Workpiece coordinate system and tool
offset number made valid by commands
such as Txxx and G54 are determined.
Manual feed
(handle/incremental/jog)
Operation is restarted
with new offset value.
Operation halt (stop) for offset value
change
Contents Summary of Series 30i-MODEL A, ACTIVE OFFSET VALUE CHANGE FUNCTION BASED ON MANUAL FEED Additional Manual
- Page 1TECHNICAL REPORT NO. TMN 04/020E Date :Mar .30, 2004 General Manager of Software Laboratory FANUC Series 30i-A Newly additional functions 1. Communicate this report to: Your information only GE Fanuc-N, GE Fanuc-E FANUC Robotics MILACRON Machine tool builder Sales agency End user 2. Summary for Sale
- Page 2FANUC Series30i –A newly additional functions Drawing number Functions 1 A-79227E External Data Input 2 A-79226E One Touch Macro call 3 A-79196E Temporary absolute coordinate setting 4 A-79354E System alarm 5 A-79349E Touch Panel Control 6 A-79253E Distance coded linear scale interface 7 A-79364E Li
- Page 3FANUC Series 30i-MODEL A ACTIVE OFFSET VALUE CHANGE FUNCTION BASED ON MANUAL FEED Specifications FANUC Series 30i-MODEL A Title ACTIVE OFFSET VALUE CHANGE FUNCTION BASED ON MANUAL FEED Draw A-79341E No. Jan.06.’04 New design Ed. Date Design Description page 1/22 Date Jan.06.’04 Design. Apprv.
- Page 41.1 ACTIVE OFFSET VALUE CHANGE FUNCTION BASED ON MANUAL FEED (FOR THE MACHINING CENTER SYSTEM) Overview When rough machining/semifinish machining is to be performed using a single tool, you may make a fine adjustment of a tool length compensation value or cutter compensation value. Moreover, at setu
- Page 5Example ・Specified H code: H10 ・Value set with offset number 10: 54.700 mm ・Travel distance on the Z-axis by manual feed: -2.583 mm In this example, the value of offset number 10 becomes: 54.700 + (-2.583) = 52.117 mm NOTE A changed tool length compensation value is handled according to bit 6 (EVO)
- Page 6workpiece origin offset change is being made, movements can be made on multiple axes by manual feed. Example ・Specified workpiece coordinate system:G56 ・Workpiece origin offset of G56 (X axis): 50.000 ・Workpiece origin offset of G56 (Y axis): -60.000 ・Workpiece origin offset of G56 (Z axis): 5.000 ・
- Page 7・Presetting the relative position indication By setting bit 5 (APL) of parameter No. 3115 to 1, the relative position indication (counter) can be automatically preset to 0 when the active offset value change mode is selected. In this case, the changed offset value can be restored to the original val
- Page 8Parameter #7 #6 #5 #4 #3 #2 #1 #0 3115 APL [Input type] Parameter input [Data type] Bit axis #5 APL When the active offset value change mode based on manual feed is selected, the relative position indication is automatically: 0: Not preset. 1: Preset. This parameter is used to restore an offset valu
- Page 9#7 #6 #5 #4 #3 #2 #1 #0 5041 AON ACR [Input type] Parameter input [Data type] Bit path #0 ACR If the active offset value change mode based on manual feed is selected in the reset state or clear state, the tool length compensation value/cutter compensation value: 0: Can be changed. 1: Cannot be chang
- Page 10Signal Active offset value change mode signal CHGAO
- Page 11NOTE Before restarting automatic operation, be sure to check that this signal is set to 0. Signal address ・When bit 2 (MOP) of parameter No. 5040 is set to 0 #7 #6 #5 #4 #3 #2 #1 #0 Gn297 AOFS2 AOFS1 CHGAO Fn297 MCHAO ・When bit 2 (MOP) of parameter No. 5040 is set to 1 #7 #6 #5 #4 #3 #2 #1 #0 Gn203
- Page 12Warning Message Description DATA IS OUT OF RANGE An offset value beyond the specifiable range is specified. SPECIFIED OFFSET IS WRONG An incorrect offset value is specified. Limitation ・Manual operation that cannot change an active offset value In a mode other than the manual handle feed mode/increm
- Page 13Caution CAUTION 1 A tool length compensation value and cutter compensation value can be changed by a movement on any linear axis. When an offset value change for an axis is undesirable, interlock the axis. 2 When a movement is being made on an axis for which an offset value is to be changed, do not
- Page 141.2 ACTIVE OFFSET VALUE CHANGE FUNCTION BASED ON MANUAL FEED (FOR THE LATHE SYSTEM) Overview When rough machining/semifinish machining is to be performed using a single tool, you may make a fine adjustment of a tool offset value. Moreover, at setup time, you may want to make a fine adjustment of a w
- Page 15NOTE To change the tool offset value for the Y-axis, the option for Y-axis offset is required. ・Changing a tool offset value The tool offset value with the offset number corresponding to an T code specified in automatic operation is changed. If there is no currently valid tool offset value as in a c
- Page 16In this example, the workpiece origin offsets of G56 are as follows: ・X axis: 50.000+(-10.000) = 40.000 ・Z axis: 5.000+10.000 = 15.000 ・C axis: 180.000+90.000 = 270.000 ・Y axis: -60.000+(-5.000) = -65.000 ・Presetting the relative position indication By setting bit 5 (APL) of parameter No. 3115 to 1,
- Page 17Parameter #7 #6 #5 #4 #3 #2 #1 #0 3115 APL [Input type] Parameter input [Data type] Bit axis #5 APL When the active offset value change mode based on manual feed is selected, the relative position indication is automatically: 0: Not preset. 1: Preset. This parameter is used to restore an offset valu
- Page 18#7 #6 #5 #4 #3 #2 #1 #0 5041 AON ATP ACR [Input type] Parameter input [Data type] Bit path #0 ACR If the active offset value change mode based on manual feed is selected in the reset state or clear state, the tool offset value: 0: Can be changed. 1: Cannot be changed. Whether a tool offset value cha
- Page 19#6 AON A tool offset value changed with the active offset value change function based on manual feed becomes valid: 0: In the next block where a T code is specified 1: In the next buffered block NOTE 1 This parameter is valid when bit 6 (EVO) of parameter No. 5001 is set to 0. 2 If this parameter is
- Page 20Signal Active offset value change mode signal CHGAO
- Page 21Active offset value change in-progress signal MCHAO
- Page 22Signal address ・When bit 2 (MOP) of parameter No. 5040 is set to 0 #7 #6 #5 #4 #3 #2 #1 #0 Gn297 AOFS2 AOFS1 CHGAO Fn297 MCHAO ・When bit 2 (MOP) of parameter No. 5040 is set to 1 #7 #6 #5 #4 #3 #2 #1 #0 Gn203 AOFS2 AOFS1 CHGAO Fn199 MCHAO The timing chart of the input/output signals is shown below.
- Page 23Warning Message Description DATA IS OUT OF RANGE An offset value beyond the specifiable range is specified. SPECIFIED OFFSET IS WRONG An incorrect offset value is specified. Limitation ・Manual operation that cannot change an active offset value In a mode other than the manual handle feed mode/increm
- Page 24Caution CAUTION 1 When bit 1 (ATP) of parameter No. 5041 is set to 0, a tool offset value change can be made by making a movement on any of the basic axes. When an offset value change for an axis is undesirable, interlock the axis. 2 When a movement is being made on an axis for which an offset value