FANUC Series 16i/18i/21i-MB, Active Block Cancel Function, Specifications Additional Manual Page 4
Additional Manual
Ed.
ApprovalCharge
Page
Name
4/9
Date
2002.4.25
Contents
Making
FANUC Series 16i/18i/21i-MB
Active Block Cancel Function
A-78889EN
Nagano
Draw
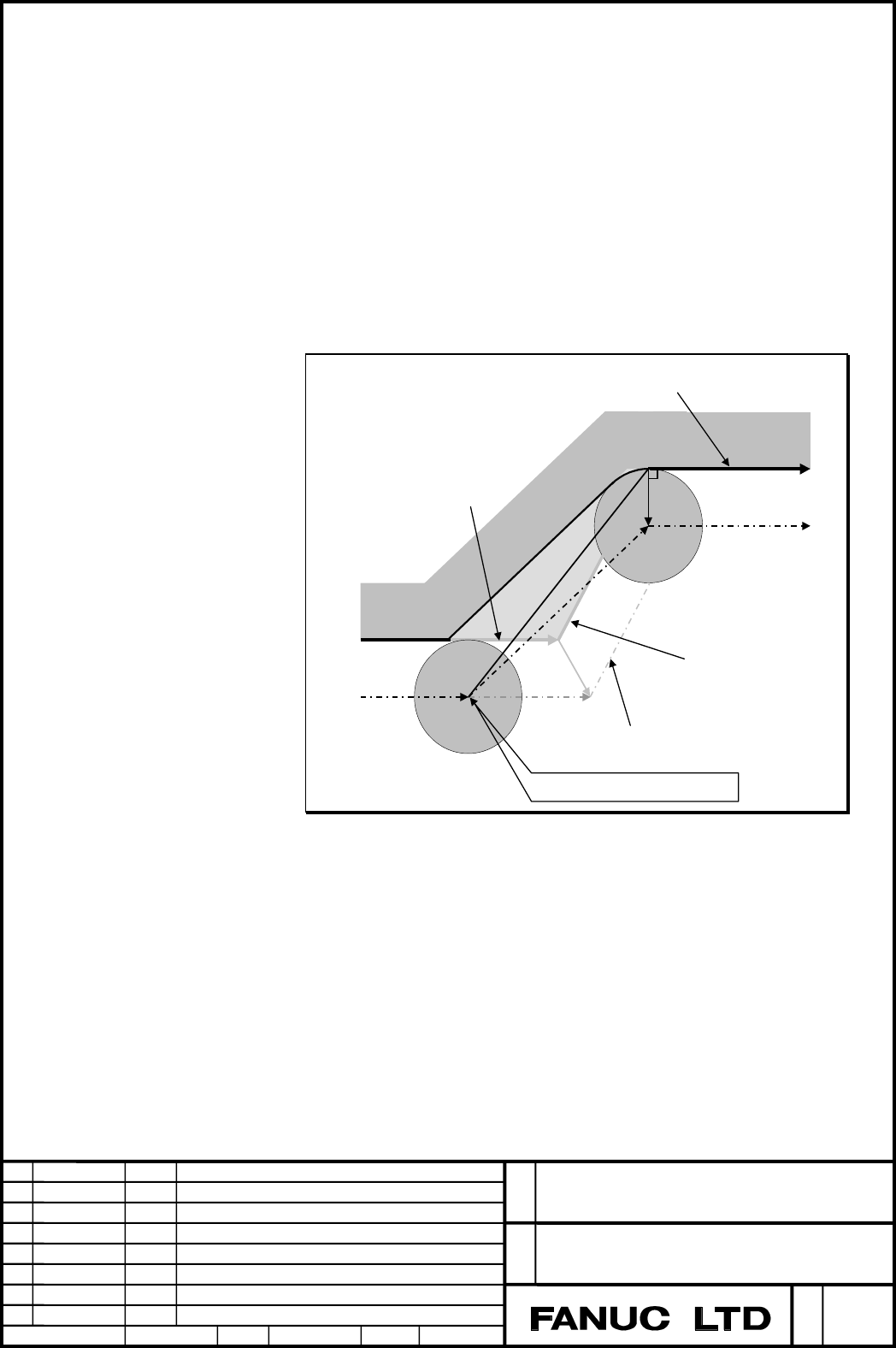
Cutter compensation
The offset mode is temporarily canceled at that time when canceling in
the cutter compensation mode. And, the start-up operation is done when
restarting.
For instance, when canceling in N20 of the undermentioned program, the
movement of restarting is the start-up operation toward the position
instructed with N30 in the figure below.
Example
N10 G90 G01 G42 X_ D_ S_ F_ ;
N20 X_ ;
N30 X_ Y_;
N40 X_ ;
Position where tool halts by signal
tool path after cutter compensation
specified program N30
specified program N20
specified program N40
Fig2. Cutter compensation
Contents Summary of FANUC Series 16i/18i/21i-MB, Active Block Cancel Function, Specifications Additional Manual
- Page 1FANUC Series 16i/18i/21i-MB Active Block Cancel Function Specifications Outline ························································································ 2 Details························································································· 2 Operation when operation resta
- Page 2Outline This function is used to cancel the executing block by the DI signal from PMC, and to stop. The distance remaining is cleared, and the execution is restarted from the next block of canceled block. The purpose of this function is to end check on the part program for a short time. This functio
- Page 3Operation when operation restarts G90/G91 When the operation is restarted, the operation of the restart is decided depending on the instruction in the next block of the canceled block. When the next block is absolute instruction (G90), the operation is restarted toward the terminal from the stopping
- Page 4Cutter compensation The offset mode is temporarily canceled at that time when canceling in the cutter compensation mode. And, the start-up operation is done when restarting. For instance, when canceling in N20 of the undermentioned program, the movement of restarting is the start-up operation toward
- Page 5Canned cycle When a block is canceled during a canned cycle, that canned cycle is canceled. Program execution is restarted from the next block. Example1 N10 G91 G84 X_ Y_ Z_ R_ K3 ; N20 G90 G00 X_ Y_ Z_ ; N10 N20 Position where tool halts by signal Fig3. Canned cycle 1 Example 2 N10 G90 G84 X_ Y_ Z_
- Page 6Signal Block cancel signal BCAN
- Page 7Timing chart for block cancel operation Automatic operation signal : OP Cycle start lamp signal : STL Block cancel signal : BCAN Block cancel acknowledgement signal : MBCAN When the deceleration of all axes terminates Fig5.Timing chart for block cancel operation If the auxiliary function such as mis
- Page 8If using the high speed M/S/T/B interface (parameter MHI (No.3001#7) = 1) , the each strobe signal MF, SF, TF, BF is not changed. Therefore, after completion signal MFIN / SFIN / TFIN / BFIN is matched in the same logical level as the strobe signal, it is necessary to restart the operation. (Fig.7 /
- Page 9Signal Address #7 #6 #5 #4 #3 #2 #1 #0 G297 BCAN F297 MBCAN Note ⋅ Please confirm neither the tool route nor work piece interfere when the operation is restarted. ⋅ When an automatic operation is restarted, the route of an actual movement is different from an original route because it is a start fro