FANUC Series 16i/160i-LB Automatic Gap Control Axis Retraction and Approaching Function, Specifications Additional Manual Page 2
Additional Manual
01 04.07.22
Tokito Newly designed.
Drawing No.
A - 78778E
02 05.05.12 Tokito
Tilte
FS-16i/160i-LB
A
utomatic gap control axis retraction and
approaching function -- Specifications --
Edit
Date Design Recog. Contents Page
2 / 11
#2 modified.
1.Outline
Automatic gap control axis retraction and approaching function controls the gap control axis
(Z-axis) to retract automatically without canceling the gap control mode when X-axis or Y-
axis moves to the next cutting position after finishing the cutting at the present position.
And the function controls Z-axis to approach workpiece cutting as X-axis or Y-axis
approaches next cutting position.
The gap control axis described in this document is Z-axis. The axis (X-axis or Y-axis) that
are made a basis of for the Z-axis movement in this function is named as the basis axis.
2. Specifications
Before executing this function at the positioning program block in the gap control mode,
external signal PCTR(G488#7) should be set to be "1" by M code or something in cutting
program. When the signal is "1", a retraction and approaching of Z-axis is executed
automatically during the positioning block. When the signal is "0", Z-axis does not move
automatically and the positioning is normally executed.
Setting external signal PASG(G490#5) to 1 during this function makes changing assist gas
from cutting to piercing in the positioning block.
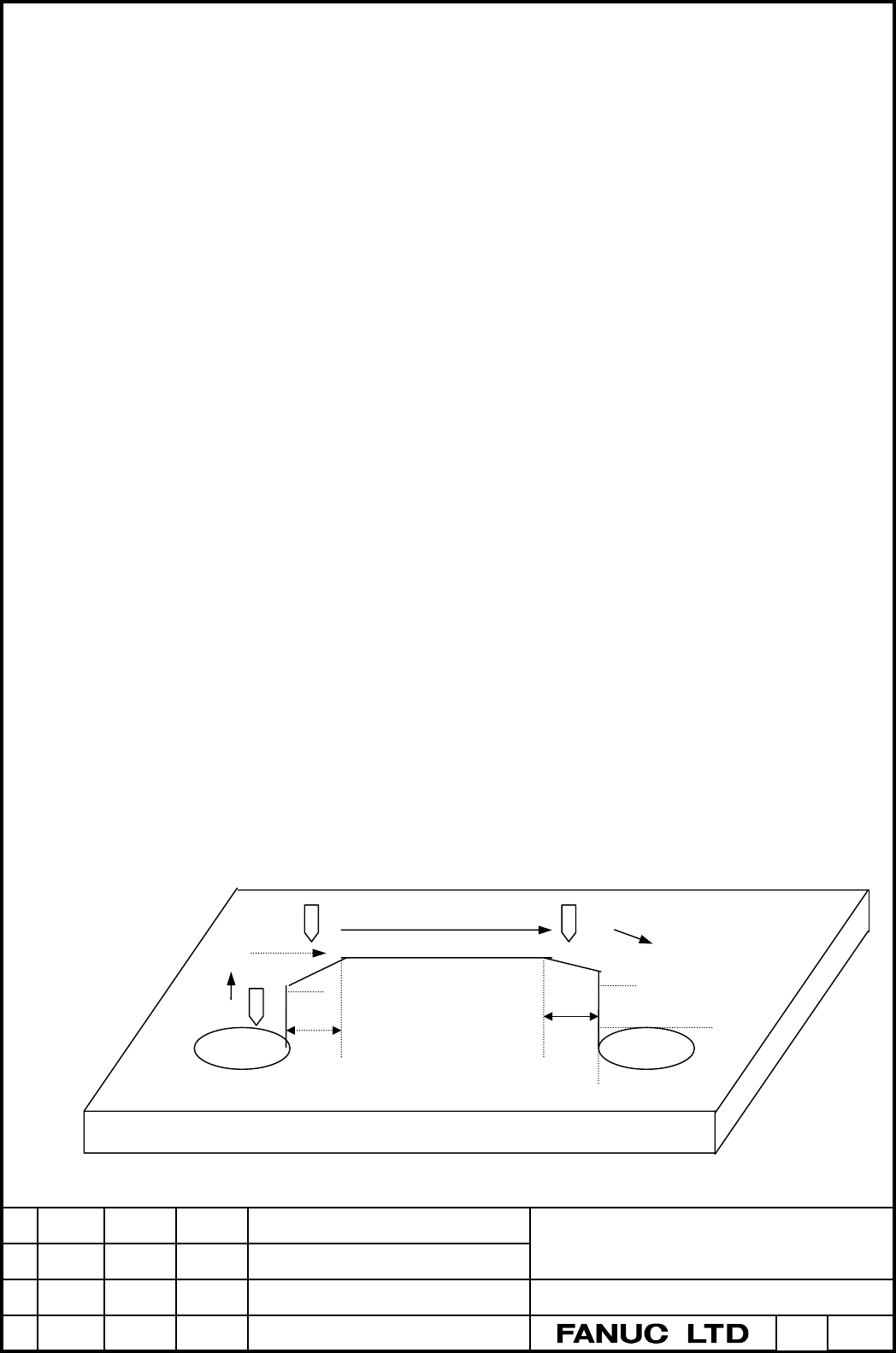
2.1 movement
When the basis axis is positioned from present cutting end position to the next start position,
Z-axis retracts at first. At this time, the basis axis does not move until Z-axis reaches the
position of starting the basis axis. All the axes except for Z-axis are under interlock status.
When Z-axis reaches the position of starting the basis axis, the basis axis starts to move.
Z-axis slows down and stops when Z-axis ascends the rising distance set by parameter
No.15842. When the rest of positioning distance of the basis axis becomes 70% of the
distance that the basis axis moved until completing Z-axis retraction, Z-axis starts to
approach. When Z-axis reaches deceleration position, the velocity of Z-axis is decelerated to
gap control velocity. This function is ended when Z-axis reaches execution end position.
Then Z-axis is controlled by gap control function. However, in case of setting external signal
NPDS(G488#6) to "1" before executing this function, Z-axis is stopped at the execution end
position and this function is ended. At this time, gap control function of Z-axis is not
canceled. So, Z-axis cannot be commanded to move. Commanding G13 after G00 block
makes restarting gap control for Z-axis.
c
d
b
End position o
f
cutting
Start position
of cuttin
g
Z axis nozzle
Retraction position
of Z
axis
Start position of movement o
f
X axis and Y axis
Deceleration
position
Execution end
position
a
e
f
A
0.7*A
Fig 1.Concept of automatic gap control axis retraction and approaching
Contents Summary of FANUC Series 16i/160i-LB Automatic Gap Control Axis Retraction and Approaching Function, Specifications Additional Manual
- Page 1FANUC Series 16i/160i-LB Automatic gap control axis retraction and approaching function Specifications • The specifications contain optional functions. • The specifications are subject to change without notice because of the improvement. Tilte FS-16i/160i-LB Automatic gap control axis retraction and
- Page 21.Outline Automatic gap control axis retraction and approaching function controls the gap control axis (Z-axis) to retract automatically without canceling the gap control mode when X-axis or Y- axis moves to the next cutting position after finishing the cutting at the present position. And the funct
- Page 32.2 The Z-axis position of starting X-axis and Y-axis. X-axis and Y-axis can start to move for positioning when Z-axis retracts and reaches this position. This position is defined by setting a relative distance from the position of Z- axis at starting this function in parameter No.15865. System vari
- Page 4starting X- axis and Y-axis. For this situation, a retraction limit position can be set in the parameter No.15843. The value of parameter No.15843 should be set to keep retraction distance and not to make OT alarm. Fig.2 shows a concept of Z-axis locus when Z-axis is retracted and approaches from ne
- Page 5axis movement becomes zero. Z-axis can start to descend according to the movement determined by the distance that the basis axis moves until Z-axis reaches the position set in parameter No.15843. 2.8 The position of basis axes when Z-axis starts to approach. The distance that the basis axis moves un
- Page 6determined before stopping the program in this case. Z-axis locus looks like starting approach after completing X- and Y- axis positioning in case that the movement of X- and Y-axis positioning until Z-axis reaches the set position of completing retraction is short when Z-axis starts to be retracted
- Page 73. Parameters #7 #6 #5 #4 #3 #2 #1 #0 15840 NKS PEX ITL LPP GDS PPN TRB Data type:bit TRB Gap control function type B is 0 : not available. 1 : available. This parameter must be set to "1" in case of using automatic gap control axis retraction and approaching function. PPN Automatic gap control axis
- Page 815843 Retraction limit position Data type : DWord Unit : 0.001mm Range : 0~99999999 Specify a machine coordinate of retraction limit position when Z-axis is retracted. When Z-axis reaches this position, Z-axis starts to decelerate and stops. If set value is zero, limit function by this parameter is
- Page 9If a set value is bigger than 20000, it is regarded as 20000. 15865 Z-axis position of starting X- and Y-axis Data type : Word Unit : 0.001mm Range : 0~65535 Specify the Z-axis position of starting X- and Y-axis by a relative distance from Z-axis position when this function is started. If set value
- Page 104. PMC signals 4.1 Name Stop signal at execution end position. NPDS<G488#6> [Classification] : Input signal [Function] : This signal can stop the gap control axis at execution end position. [Operation] :This signal should be set 1 before executing this function in case of stopping Z-axis at executio
- Page 114.2 Signal address #7 #6 #5 #4 #3 #2 #1 #0 G488 PCTR NPDS #7 #6 #5 #4 #3 #2 #1 #0 G490 PAGS #7 #6 #5 #4 #3 #2 #1 #0 F488 PPEX 5.System variables This table shows system variables, which are assigned to parameters for this function. Parameter No. System Variable No.15865 #6048 No.15866 #6049 No.15867