128 Straightness Compensation Points Additional Manual Page 10
Additional Manual
Edit
Apprv
ApprvApprv
Apprv.
..
.Desig
DesigDesig
Desig.
..
.
Sheet
Title
Draw
No.
Date
DateDate
Date
Desi
g
n
Desi
g
nDesi
g
n
Desi
g
n
Descri
p
tion
Descri
p
tionDescri
p
tion
Descri
p
tion
Date
DateDate
Date
FANUC Series 16i/18i-MA
FANUC Series 16i/18i-TA
128 Straightness compensation points
A-76424EN
2001.03.26
Egashira
10/10
4. Alarm and Message
4. Alarm and Message4. Alarm and Message
4. Alarm and Message
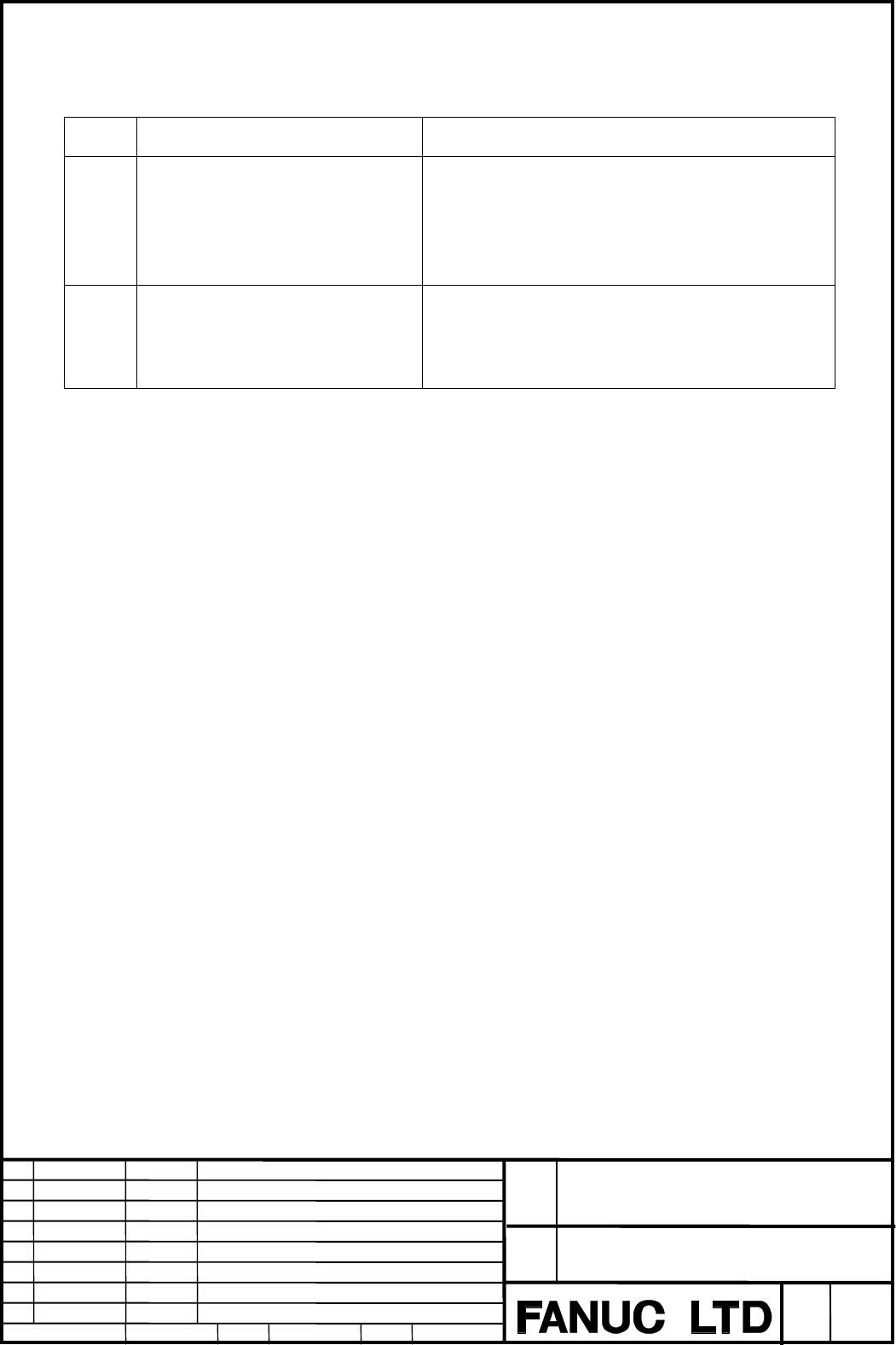
No. Message Meaning
5046 ILLEGAL PARAMETER(ST. COMP) The parameter for setting slope compensation is
incorrect. This alarm occurs in the following case:
!
Invalid axis numbers have been assigned to move
or compensation axes.
!
Parameter (No.13381-No.13386) is incorrect.
5321 S-COMP. VALUE OVERFLOW
!
The value set for straightness compensation has
exceeded maximum value 32767. Do not fail to
perform reference point return manually after
generating this alarm.
5. CAUTION
5. CAUTION5. CAUTION
5. CAUTION
- This function is an option function.
- S-RAM 768byte is necessary to use this function
- Stored pitch error compensation option is necessary to use this function.
- If the feedrate is high, multiple compensation pulses may be output at the same time
depending on the straightness compensation amount.
- The compensation point interval is the same as that for stored pitch error compensation.
(No.3624)
- The compensation magnification can be set separately from that of stored pitch error
compensation.
- The compensation amount corresponding to a compensation point on the travel axis is
superimposed on the stored pitch error compensation data for the compensation axis.
- To use this function, the number of pitch error compensation points on the travel axis must
not exceed 128 points.
- When setting the straightness compensation parameters, turn the CNC off then back on.
(When the parameters are set, P/S000"PLEASE TURN OFF POWER" alarm is generated.)
Contents Summary of 128 Straightness Compensation Points Additional Manual
- Page 1FANUC Series 16i/18i-MA FANUC Series 16i/18i-TA 128 Straightness compensation points Specifications FANUC Series 16i/18i-MA Title FANUC Series 16i/18i-TA 128 Straightness compensation points Draw No. A-76424EN Edit Date Design Description Sheet 1/10 Date 2001.03.26 Desig. Desig. Egashira Apprv. Appr
- Page 21. Outline In straightness compensation, compensation data is set as the compensation amounts at the individual compensation points, in the same way as in stored pitch error compensation. This enables fine compensation. Up to six combinations of travel and compensation axes can be used in the straig
- Page 32. Operation 2.1 Relationships between pitch error compensation points and straightness compensation points on a travel axis Relationship between pitch error compensation points and straightness compensation points on a travel axis is as follows. Stored pitch error compensation points on a travel ax
- Page 42.2 Display and setting of straightness compensation data The setting of 128-point straightness compensation data is supported by the stored pitch error compensation data setting screen. From this setting screen, set 128-point straightness compensation data above compensation point number 6000. Thos
- Page 52.3 Examples The flowing explains the method of setting parameters for the travel and compensation axes, as well as effective magnification. The parameters for travel and compensation axes can be set as follows. 2.3.1 A single compensation axis can be set for a single travel axis. Example of Setting
- Page 62.3.3 A compensation axis can be set as a travel axis. Example of Setting Parameters 3 Setting of the travel axis Setting of the compensation axis Parameter Setting Parameter Setting Effective magnification number number 5711 1 5721 2 Value set for parameter No.13391 5712 2 5722 3 Value set for para
- Page 73. Parameters Parameters 5711 Axis number of straightness compensation move axis 1 5712 Axis number of straightness compensation move axis 2 5713 Axis number of straightness compensation move axis 3 5714 Axis number of straightness compensation move axis 4 5715 Axis number of straightness compensati
- Page 813381 Straightness compensation point number of most negative side of move axis 1 13382 Straightness compensation point number of most negative side of move axis 2 13383 Straightness compensation point number of most negative side of move axis 3 13384 Straightness compensation point number of most n
- Page 9#7 #6 #5 #4 #3 #2 #1 #0 5700 SMT ST6 [Data type] Bit SMT: The parameters (No.13391-No.13396) for straightness compensation multiplier: 0: Are effective only for the first move axis when two or more move axes are set using the same axis number. 1: Are effective for the respective move axes even when
- Page 104. Alarm and Message No. Message Meaning 5046 ILLEGAL PARAMETER(ST. COMP) The parameter for setting slope compensation is incorrect. This alarm occurs in the following case: ! Invalid axis numbers have been assigned to move or compensation axes. ! Parameter (No.13381-No.13386) is incorrect. 5321 S-C