Series 30i-MODEL A, Index Table Indexing Additional Manual Page 6
Additional Manual
A-79355E
Title
Draw
No.
Ed. Date Design Description
Date Jan.06.’04 Desig. Apprv.
4/12
Sheet
FANUC Series 30i-MODEL A
Index Table Indexing
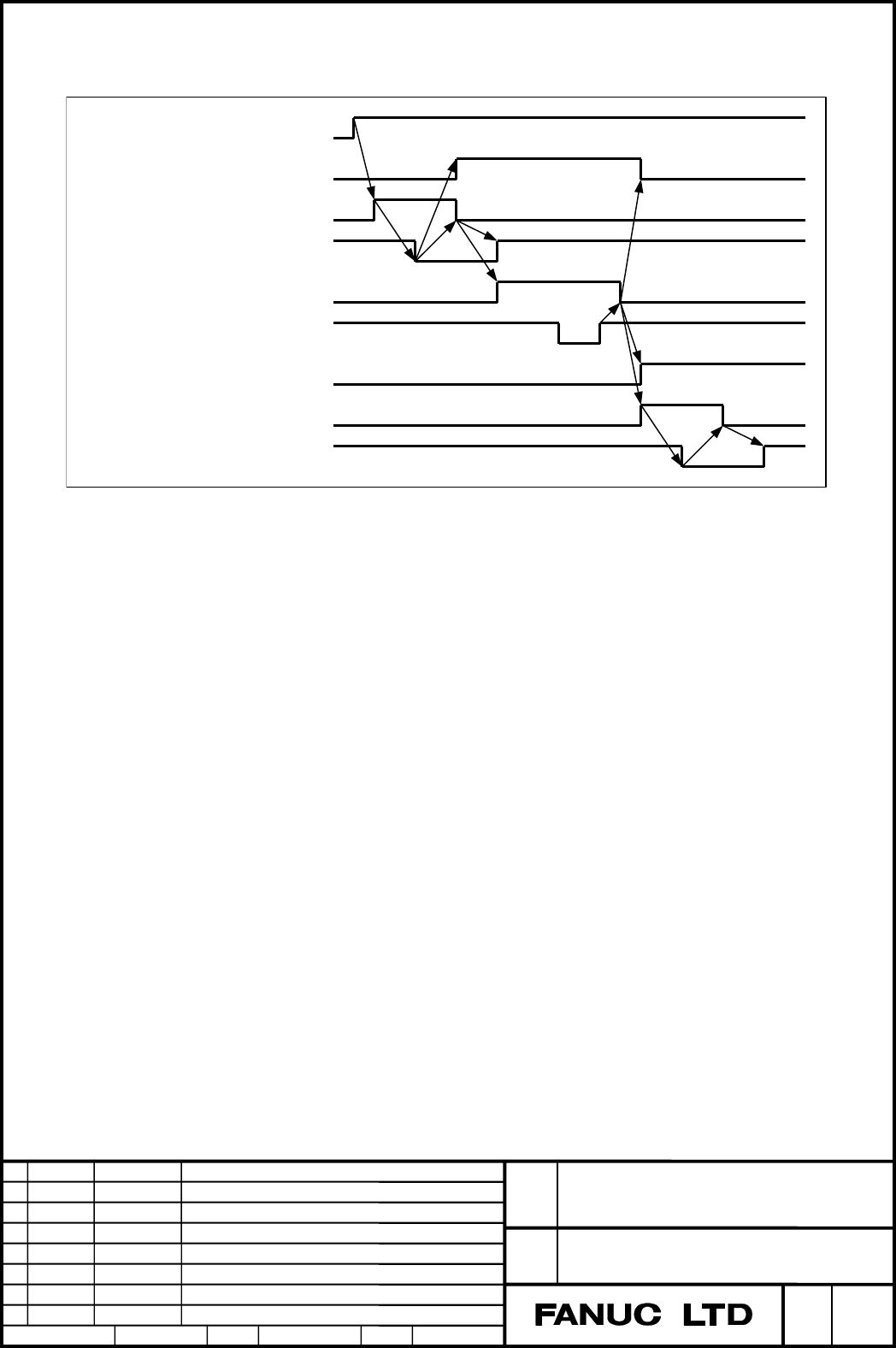
The figure below shows the timing chart for type-A manual reference
position return of the B axis.
B axis manual feed selection signal +J
α
B axis position control servo ON
B axis unclamp signal BUCLP
B axis unclamp completion signal *BEUCL
B axis rotation
B axis deceleration signal *DEC
α
B axis return completion signal ZP
α
B axis clamp signal BCLP
B axis clam
p
com
p
letion si
g
nal *BECLP
Fig. 1.1 (c) Manual reference position return of B axis time chart (type A)
- Type A and Type B
As described in the basic procedure, type A differs from type B in that the
servo used for B-axis position control is turned on or off at the different
timing.
Type A is suitable for a system in which the B-axis is clamped with shot
pins.
Type B is suitable for a system in which the B-axis is clamped with a clutch.
- Minimum indexing angle
The minimum index table indexing angle set in parameter No.5512 is used.
An integral multiple of a set value can be specified as an indexing angle. If
a value other than an integral multiple is specified, an alarm (PS1561) is
issued.
- Indexing axis setting
Be sure to set a rotation axis as an index table indexing axis.
(Set bit 0 (ROTx) of parameter No. 1006 to 1.)
- Absolute/incremental programming
Setting G90, bit 4 of parameter No. 5500, specifies absolute programming,
and override the G90/G91 G-codes.
- Indexing direction
If a value other than 0 is set in the M code for specifying negative direction
rotation (parameter No.5511), movement in the negative direction is made
only when a move command is specified together with the M code. In this
case, movement is performed in the negative direction, regardless of whether
absolute/incremental programming is used.
Contents Summary of Series 30i-MODEL A, Index Table Indexing Additional Manual
- Page 1TECHNICAL REPORT NO. TMN 04/020E Date :Mar .30, 2004 General Manager of Software Laboratory FANUC Series 30i-A Newly additional functions 1. Communicate this report to: Your information only GE Fanuc-N, GE Fanuc-E FANUC Robotics MILACRON Machine tool builder Sales agency End user 2. Summary for Sale
- Page 2FANUC Series30i –A newly additional functions Drawing number Functions 1 A-79227E External Data Input 2 A-79226E One Touch Macro call 3 A-79196E Temporary absolute coordinate setting 4 A-79354E System alarm 5 A-79349E Touch Panel Control 6 A-79253E Distance coded linear scale interface 7 A-79364E Li
- Page 3FANUC Series 30i-MODEL A Index Table Indexing SPECIFICATIONS FANUC Series 30i-MODEL A Title Index Table Indexing Draw A-79355E No. Ed. Date Design Description Sheet 1/12 Date Jan.06.’04 Desig. Apprv.
- Page 41.1 INDEX TABLE INDEXING (M SERIES) General By specifying indexing positions (angles) for the indexing axis (one rotation axis, A, B, or C), the index table of the machining center can be indexed. Before and after indexing, the index table is automatically unclamped or clamped. Explanation - Basic P
- Page 5This completes the sequence. The time charts for these operations are shown in the figures below. (1) (2) (3) (4) (5) (6) (7) (8) (9) B command (independent) B axis servo on for position control B axis unclamp signal BUCLP B axis unclamp completion signal *BEUCL B axis rotation B axis clamp signal B
- Page 6The figure below shows the timing chart for type-A manual reference position return of the B axis. B axis manual feed selection signal +Jα B axis position control servo ON B axis unclamp signal BUCLP B axis unclamp completion signal *BEUCL B axis rotation B axis deceleration signal *DECα B axis retu
- Page 7If 0 is set in the M code for specifying negative direction rotation (parameter No.5511), the rotation direction in G90 mode is determined by bit 3 (INC) of parameter No.5500, as described below. The rotation direction in G90 mode is 0: Not shortcut direction 1: Shortcut direction (The amount of mov
- Page 8Limitation - Simultaneous specification together with other controlled axes Operation performed when the same block specifies an index table indexing command and another control axis depends on the setting of bit 1 (SIM) of parameter No. 5500 as follows: ・ SIM = 0 An index table indexing command is
- Page 9Signal B axis clamp signal *BCLP
- Page 10Parameter - Setting linear or rotation axis #7 #6 #5 #4 #3 #2 #1 #0 1006 ROSx ROTx [Data type] Bit axis ROTx, ROSx Setting linear or rotation axis. ROSx ROTx Meaning 0 0 Linear axis (1) Inch/metric conversion is done. (2) All coordinate values are linear axis type. (Is not rounded in 0 to 360°) (3)
- Page 11- Setting for positioning the index table #7 #6 #5 #4 #3 #2 #1 #0 5500 IDX SIM G90 INC ABS REL DDP [Data type] Bit path #0 DDP Selection of a decimal point input method for an index table indexing axis 0 : Conventional method (Example IS-B: B1; = 0.001 deg) 1 : Calculator method (Example IS-B: B1; =
- Page 12#7 #6 #5 #4 #3 #2 #1 #0 5501 ISP ITI [Data type] Bit path #0 ITI Index table indexing function is : 0 : Enabled. 1 : Disabled. #1 ISP Upon completion of clamping, index axis servo-off operation is: 0 : Processed by the CNC. 1 : Not processed by the CNC. (The state of the servo-off signal (G0126) inp
- Page 13- Setting of a minimum positioning angle for index table indexing 5512 Minimum positioning angle for index table indexing [Data type] Real path [Unit of data] Degree [Minimum unit of data] Depend on the increment system of the applied axis [Valid data range] 0 or positive 9 digit of minimum unit of
- Page 14Caution CAUTION 1 While the index table is being positioned, input signals that reset the CNC, such as emergency stop, feed hold, and interlock are functional. If a stop at an any position is not suitable for the machine, appropriate processing is required on the machine. 2 If the axis selection sig