Series 16i /18i /21i Additional Manual Page 15
Additional Manual
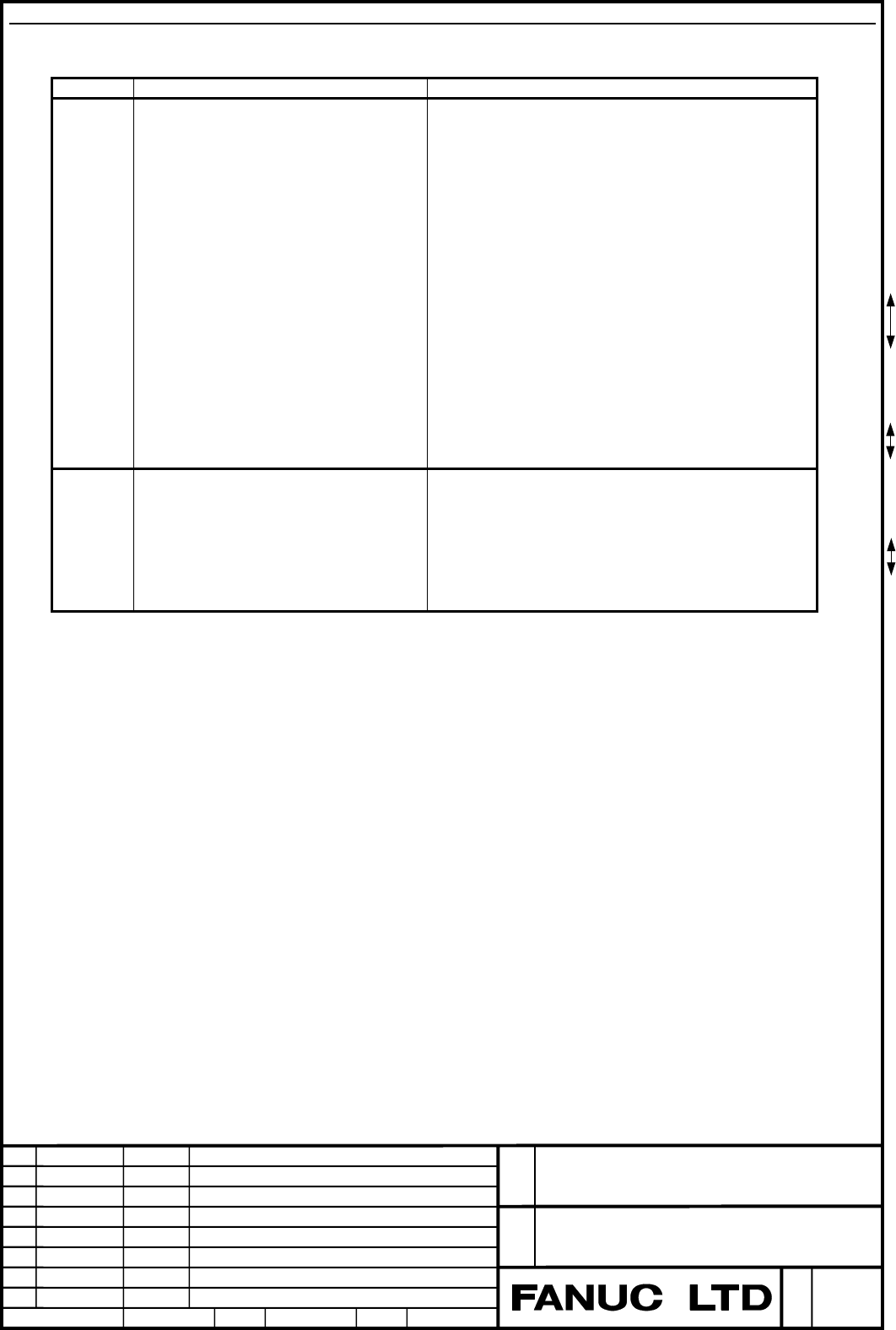
6. Alarm and message
Number Message Description
PS5364
ILLEGAL COMMAND IN PROGRAM
CHECK
(1) An invalid G code is specified in program check
mode.
(2) Angular axis control / Arbitrary angular axis control
or customer's board option is available.
(3) Following operation is done.
- Program check is started during chopping by
input signal.
- Chopping by input signal is started at the
program check execution.
(4) During program check mode, control axis select
signal (PMC axis control) EAX* <G0136> is
changed.
(5) During program check mode, G10 is commanded
to the parameter PGR (No.3454#3).
(6) During program check mode, G10 is commanded
to the parameter PGS (No.3001#6).
(7) During program check mode, the path graphic or
solid graphic on the dynamic graphic display is
started.
PS5365 NOT CHANGE OF PROGRAM
CHECK MODE
(1) Program check signal PGCK <G0290#5> is
changed while a program is executing.
(2) During drawing of the path graphic or solid graphic
of the dynamic graphic display, the program check
signal PGCK <G0290#5> is changed from “0” to
“1”.
3)
4)
5)
5
)
4)
Edit
Apprv.
Desig.
Sheet
TITLE
Draw
No.
Date
Design
Descri
p
tion
Date
FANUC Series 16i/18i/21i–MB, 18i–MB5
Program check function Specifications
A-79461E
02
2004.3.29
Addition of 2)
2004.2.29
15
/
15
03
2004.6.25
Addition of 3)
04
2004.6.30
Addition of 4)
05
2004.7.26
Addition of 5)
Contents Summary of Series 16i /18i /21i Additional Manual
- Page 1FANUC Series 16i /18i /21i – MB FANUC Series 18i – MB5 Program Check Function Specifications CONTENTS 1. GENERAL ...............................................................................................................................................................2 2. SPECIFICATIONS ........
- Page 21. General The program format check and the stroke limit check are done without axes movements by the program execution during the program check mode. The program check is executed with the maximum feedrate of CNC system and without the acceleration / deceleration regardless of the specified data. A
- Page 32. Specifications • Program Check Mode Start The program check mode is started under both of the following conditions. • The program check signal PGCK
- Page 4• Program Check Feedrate During the program check mode, the feedrate of program execution becomes the maximum feedrate of CNC system regardless of the specified feedrate. The feedrate clamp, override and dry run is not effective. Program check execution feedrate Increment system IS-B IS-C Millimeter
- Page 5• Machine Coordinate Display For Program Check During the program check mode, it is possible to change the display of machine coordinates from the actual machine coordinates to the machine coordinates for the program check by setting the parameter PGM (No.13114#7). 2) And it is possible to change th
- Page 6• Data save at program check mode start 3) When the parameter PGR (No.3454#3) is set to “1”, the following data are saved at the program check mode start. • Absolute coordinate, relative coordinate • Modal G-code • F, S, T, M, B, H, D-code • Tool life management data, extended tool life management d
- Page 73) • Data restore at program check mode end In case that the parameter PGR (No.3454#3) is set to “1”, the data, which are changed during the program check mode, are restored to the data at the program check mode start when ending the program check mode. By this, after ending the program check mode,
- Page 83. Note • Program check signal Alarm PS5365 occurs when the program check signal PGCK
- Page 9• Control axis select signal (PMC axis control) 3) In case that the parameter PGR (No.3454#3) is set to “1”, alarm PS5364 occurs when the control axis select signal (PMC axis control) EAX*
is changed from “0” to “1” or from “1” to “0” during the program check mode. • Restore of data When the - Page 10・ Tool center point control for 5-axis machining ・ Tool radius compensation for 5-axis machining ・ 3 dimensional cutter compensation ・ Tool length compensation along tool direction ・ 3 dimensional circular interpolation ・ In case that following functions are executed on RISC by setting the parameter
- Page 114. Signal Program check signal PGCK
- Page 125. Parameters #7 #6 #5 #4 #3 #2 #1 #0 13114 PGM [Data type] Bit PGM The machine coordinate display during the program check mode 0 : The actual machine coordinate (the machine position from the reference position) is displayed. 1 : The machine coordinate for the program check is displayed. 2) #7 #6
- Page 13#7 #6 #5 #4 #3 #2 #1 #0 3006 WPS [Data type] Bit WPS The workpiece coordinate system preset at the program check mode end is 0 : Not executed. 1 : Executed. If this parameter is set to 1, the workpiece coordinate system preset is executed automatically at the program check mode end. #7 #6 #5 #4 #3 #
- Page 143) Note 1. When this parameter is set to “1”, the workpiece coordinate system preset is executed at the program check mode end regardless of the parameter WPS (No.3006#6) setting. 2. The absolute coordinate and relative coordinate of the axis, whose the control axis select signal (PMC axis control)
- Page 156. Alarm and message Number Message Description PS5364 ILLEGAL COMMAND IN PROGRAM (1) An invalid G code is specified in program check CHECK mode. (2) Angular axis control / Arbitrary angular axis control or customer's board option is available. (3) Following operation is done. - Program check is sta