FS 16i/18i Added New Functions (A-62223E) Additional Manual Page 39
Additional Manual
Automatic oneration
k
Mode
SYNM”(G122) SYNC”(G138)
Synchronous operation 1
1
Independent
Slave
0
1
operation , Master*1
0
0
Normal operation 0 0
*l:The case of that the master axis moves independently in independent operation mode
is the same as that in normal operation mode.
Manual oneration
Mode
SYNMJ”(G128) SYNC J*(G 140)
Synchronous operation
1
1
Normal operation 0 0
.
Note) Independent operation mode does not exist in manual operation.
TITLE
DSOlOO-04
FANUC Series 16i/l8i=MA
Twin table control function
Specifications
01 09/19/97
Newly registered
EDT. DATE DESIG.
DESCRIPTION
NO .
FANlJC LTD P*GE 5~
5. Notice
The limitations of the synchronous operation are the same as the simple synchronous control.
It is recommended to specify the command for automatic return to the reference position (G28)
or second, third, fourth reference position return (G30) in the normal operation mode.
Keep the manual absolute switch on during the synchronous operation. If it is off, movement
along the slave axis may not be correctly controlled.
If the command for changing the mode to the independent operation is issued, it will not
change until the next two or three blocks including this command block. By specifying the M
code for changing the mode as a non-buffering M code, it will change the mode from the next
block. But in the case of changing to the synchronous operation mode, .
Set the number of the master axis to parameter No.8311 for setting of the master axes and the
slave axes. If the same numbers as the master axis were set to the parameters No.8311, the
axis of the smallest slave axis number would be available.
The combinations of the master axis and the slave axis are maximum 4 pairs. If over 4 pairs
were specified, the pairs of the 4 smallest slave axis number would be available.
If the parameters No.8301#0,l(SYO,SYl) are set for the synchronous control, the twin table
control can not be used. The simple synchronous control is only available in this case.
Inthe independent operation mode of slave axes, if the command to specify the origin of the
workpiece coordinate system(G92) or of the local coordinate system(G52)
Contents Summary of FS 16i/18i Added New Functions (A-62223E) Additional Manual
- Page 11 TECHNICAL REPORT(MANUAL) Date 22 p
- Page 2FANUCSeries 16i/18i Added new functions Contents 1. Added new functions list _-_a-_--------------- 2 2. Attached documents l l-CPU 2-path control --------_------------~~~- 3 . Look ahead bell-type acceleration/ deceleration before interpolation ------------ 23 l Inclination compensation ------------
- Page 31. Added new functions list Following functions are added for FANUC Series 16i/18i. 0 : Standard function * : Optional function * : Function released previously I I tern 1 16i-MA 1 16i-TA 1 18i-MA I 18i-TA 1 l-CPU 2-path control I - I 72 I - I * Look ahead bell-type acceleration/ deceleration before
- Page 4\ . FANUC Series 16rl8 i-TA l-CPU 2-path control Specifications - Contents - 1 . General 0 0 l 0 02 2. System configuration . l . . 83 2.1 Hardware . . 8 . . 3 2.2 Servo axes control a 0 . . . 3 2.3 Spindle motors control l l l l l 4 2.4 DI/DOsignal . . . . . 7 . 2.5 Etc. I. 0 0 0.3: 3 o Specificati
- Page 51. General l-CPU a-path control is the function to execute two independent machining at the same time with Main CPU board only. This function is intended for the lathe which cuts the work at the same time on two tool posts. The machining programs for each path are stored into program memories for ea
- Page 62. System configuration 2.1 Hardware l-CPU 2-path control is optional function. Main CPU board Servo axes PMC 4+4 Serial LCD/MD1 Spindle 2+2 I Analog 1 RS-232-C LCD/MDIJ G 2.2 Servo axes control The maximum number of controllable axes for FS16i are 4 for each path. The maximum number of controllable
- Page 72.3 Spindle motors control The maximum number of controllable serial spindle motors for FS16i are 2 for each path. For FSMi, 2 spindle motors are for path 1 and 1 spindle motor is for path 2. Path1 Path2 FS16i 2 axes 2 axes FS18i 2 axes 1 axis Connection of only serial spindle JA41 I I , I , t .-..-
- Page 8Connection of serial spindle and analog spindle - ’ ‘.. -.y.:.* * :.:...:.::t,:.:.:,: JA41 ,~~}_~ . . .. .. .. . . . .. . . . .. . . .. .. . . .. . .. . . .. . . .. . . :.:.:.:.:.~:.f:,:.:.:,:.~.:.:.:.:.:.:.:,: . . . . . . ..‘.+‘...‘...........‘.............. , I JA40 ] Antog/sp3#1/ 8 . I I I I 8 MO
- Page 9Connection of only analog spindle I . .. ... ...... ..... , . ............... ... ...... MOTHER ..I . Spi ndl e of Spindle of BOARD path2 path1 Note 1 Analog spindle can be connected up to one axis in only pathl. Note2 Position coder of analog spindle can not be used. I TITLE FANUC Series 16i/18i=TA
- Page 102.4 DUD0 signal The interface between CNC and PMC are as same as 2 path control using 2 CPU. GOOOO-G0255,FOOOO-F0255 are for Path- 1. GlOOO-G1255,FlOOO-F1255 are for Path-2. Direct DI/DO signal are also same as 2 path control using 2 CPU. 2.5 Etc. The Parameters, Tool offset data, Macro variable dat
- Page 113. Specifications list 0 : Standard 0 : Standardoption & : Option * : Option (Under development) * : Function included in another option * 1 : It is not possible to use 16OillSOi. Note) Some combinations of these options are restricted. Item Controlled axis Max. controlled axes 12axes * - , (Machine
- Page 12/*l-l-/-l Simultaneously controlled axes Max 6 axes expansion (total) (total) Max 4 axes - * - (per path) Max 4 axes - * - (total) Axis control by PMC Max 3 axes (per path) Max.simultaneous 4 axes per path I-I-l-I*l $k * * * ( 3 axes,when 18i Zpath) (Not available on Cs axis) Cs contouring control I
- Page 13Dual position feedback Fine Act & Dee control HRVcontrol Inch / metric conversion Interlock All axes/each axis/cutting 0 block start l- Machine lock All axes/each axis Emergency stop Overtravel I -Imp0- Stored stroke check 1 I -r--z- Stored stroke check 2,3 I -l-z- * Stroke limit check before move.
- Page 14. t Sequence number comparison and * * * * stop . Program restart * * * * Tool retract and recover * * * *. Manual intervention and return 0 0 0 0 Buffer register 0 0 0 0 Dry run 0 0 0 0 Single block 0 0 0 0 Jog feed 0 0 0 0 Manual reference position return 0 0 0 0 Reference position setting 0 0 0 0
- Page 15Hypothetical axis interpolation 1 I * * * -I* Threading, synchronous cutting 1 I 0 0 0 0 Multiple threading I I 0 0 0 0 Threading retract I I * A * * Continuous threading I I * Variable lead threading I I * * * ** * -1 * * Circular threading I I * * * I I * Polygon turning Polygon machining with two
- Page 16, Rapid traverse bell-shaped * * * * acceleration/deceleration Positioning by optimal acceleration Linear acceleration/deceleration after cutting feed interpolation IBell-shaped I acceleration/deceleration after cutting feed interpolation l*l*l*l* Linear acceleration/decelerationFeed per minute only
- Page 17Plane selection 617, 618, Gl9 0 0 0 0 Rotary axis designation 0 0 0 0 Rotary axis roll-over 0 0 0 0 Coordinate system setting 0 0 0 0 Automatic coordinate system 0 0 0 0 setting Coordinate system shift 0 0 0 0 Direct input of coordinate system , 0 0 0 0 shift Workpiece coordinate system 652-659 * *
- Page 18-1 Automatic corner override * * * * Coordinate system rotation * * * S-dimensional coordinate * * - conversion Tape format for FS15 * * It * Conversational programmingwith Only for 1 path *I * - * graphic function Macro executor Max. ‘7MB (total) * * * * C language executor Max. 4MB * * * * Convers
- Page 19Registration of file name to * * * * floppy cassette Symbolic CAPT basic module Only lSOi/lSOi * * Symbolic CAPT C/Y axes module Only lSOi/lSOi * * - Auxiliary/Spindle speed function Auxiliary speed function M&digit 0 0 0 0 2nd auxiliary function B&digit * * * * Auxiliary function lock 0 0 0 0 High
- Page 20Multi spindle control * * * * Spindle positioning * * * * I Rigid tapping * * * * 3-dimensional rigid tapping * - * - Tool function T7tl/T6+2 0 0 0 0 Tool offset pairs k 6 digit 9/16 pairs 0 0 0 0 ,+ 6 digit 32 pairs * * * * I!Z6 digit 64 pairs * * * * t 6 digit 99 pairs * * * * Tool offset I lololo
- Page 21Numberof registerable programs 63 0 0 I 0 0 * *Id * * ala * * al* * 1000 * * I * * Part program editing 0 do 0 Program protect 0 0 I 0 0 Background editing * *la * Extended part program editing ala * Program copy between 2-path Available in only 2-path control * I w- * Playback * I * * Machining tim
- Page 22~_-- Dynamicgraphic display *I * I * * I * Optional path name display Only for 2 path - I0 - I0 IServo setting screen 0 I0 0 I0 ISpindle setting screen Only for serial interface * I * * I * IServo waveform display Graphic display circuit required. is * * * * Display of hardware and software 0 0 0 0
- Page 23\ f DNCZcontrol Only for 1 path * * Iuploading / downloading a part program,Reading/writing CNC data, Transfer of PMCdata, Memoryoperation control, etc. *1 ~~--~ Modemcard control ~ 1-- - ~~ ~~ *I 0 0 0 0 External tool offset I * * * * External message I * * * * External machine zero point shift1 *
- Page 24FANUC Series 16i/l8i-MA FANUC Series 16/l 8-MC Look ahead bell-type acceleration /deceleration before interpolation Specifications . Contents 1. Outline oo*oooDo~~ooooo~~ooo~ooooooo~oo~o~ooooaooo~~oooooo~~o~ooooo~ 2 2. In case of changing feedrate l eooe*m*~o*~*a~*mee*m*e*~~*oa~3 3. Difference with
- Page 251. Outline By this function, the acceleration/deceleration before interpolation of the cutting feed during the simple high-precision contour control mode can be changed to the bell type from the linear type. Because the smooth acceleration/deceleration becomes effective to the cutting feed with this
- Page 262. In case of changing feedrate When the feedrate is changed, the feedrate is changed as follows. ’ In case of deceleration To ensure that the specified feedrate for a block is reached when the block is executed, deceleration of bell type is started in the previous block. In case of acceleration Acc
- Page 270 Look ahead bell-type acceleration/deceleration before interpolation with RISC The acceleration change is constant bell-type acceleration/deceleration. 8 Look ahead bell-type acceleration/deceleration before interpolation without RISC ( this function ) The acceleration time is constant bell-type ac
- Page 284. Parameter No #7 #6 #5 #4 #3 #2 #l #O 11603] - BEL I Data type : Bit BE L The acceleration/deceleration type during the simple high-precision contour control mode 0 : Look ahead linear-type acceleration/deceleration before interpolation 1 : Look ahead bell-type acceleration/deceleration before int
- Page 295. Note 1) This function needs the option of the look ahead bell-type acceleration/deceleration before interpolation. And, it becomes effective only during the simple high-precision contour control mode. TITLE FSI 6318i-MA, FS16/18=MC I Look ahead bell-type acceleration/deceleration before interpola
- Page 30FANUC Series 16 i / 18i SPECIFICATIONS FOR INCLINATION COMPENSATION CONTENTS l.Outline ........................................ 2 LFunctions ........................................ 2 3.Notes ........................................ 3 4.Parameters ....................................... 4 5.Alarm ..
- Page 31I. Outline Better niachining accuracy and extended machine life are possible by compensating for errors in the detection unit caused by the positions of mechanical systems such as the pitch error of the feed screw. Compensation is performed along an approximately straight line produced by the compen
- Page 32In the above drawing,a, b ) c ) and d have the values 1 ) 3 ) 6 0 j and 1 2 6 respectively. In stored pitch error compensation, the amount of compensation is set individually for each compensation point. In inclination compensation, however, the amount of compensation is calculated for each compensa
- Page 334. Parameters 158611 l Compensation point number “a” on each axis 15 8 6 2 Compensation point number ” b “ on each axis 1 I 5 8 6 3 I 1 Compensation point number ” c” on each axis 1 I58641 I Compensation point number ” d“ on each axis 1 Data format : Word axis type Data unit : Number Data range :Om1
- Page 345 l Alarm No Message Contents 52 ; 8 ILLEGAL PARAMETER Parameter related to inclination ‘compensation have (INCL. COMP) been erroneously specified. Possible causes are as follows : 1. The number of pitch error compensation points between the maximumpositive and maximumnegative points exceeds 128. 2.
- Page 35, FANUC Series 16i/l8i-MA Twin table controlfunction Specifications ((Contents)) 1. Overview ... .. .. ....*........................................................................................................ 2 2. Details .. . . .. . ... . ... .. . .. ... .. ... .. ... .. .. . .. . . ... .. . .
- Page 361. Overview The input signal sent from the machine can switch the operation mode of two or more specified axes: Synchronous, independent, or normal operation. 2. Details 2.1 Twin table control When a machine has two tables that are independently driven with Merent control axes, the following operati
- Page 37(3) Normal operation This mode is used to machine merent workpieces on different tables. As in usual CNC operation, movements along the master and slave axes are specified by individual axis addresses, Y and V. The movements along the master and slave axes can be specified in an identical block. (i)
- Page 383. Parameter 9 I. 8311 Numberof the master axis for twin table control Data type: Byte axis Valid data range: 1,2,3 ,-, number of controlled axes Set the number of the master axis at this parameter of the slave axis for twin table control. Value data are expressed like follows: 1 means the 1st axis,
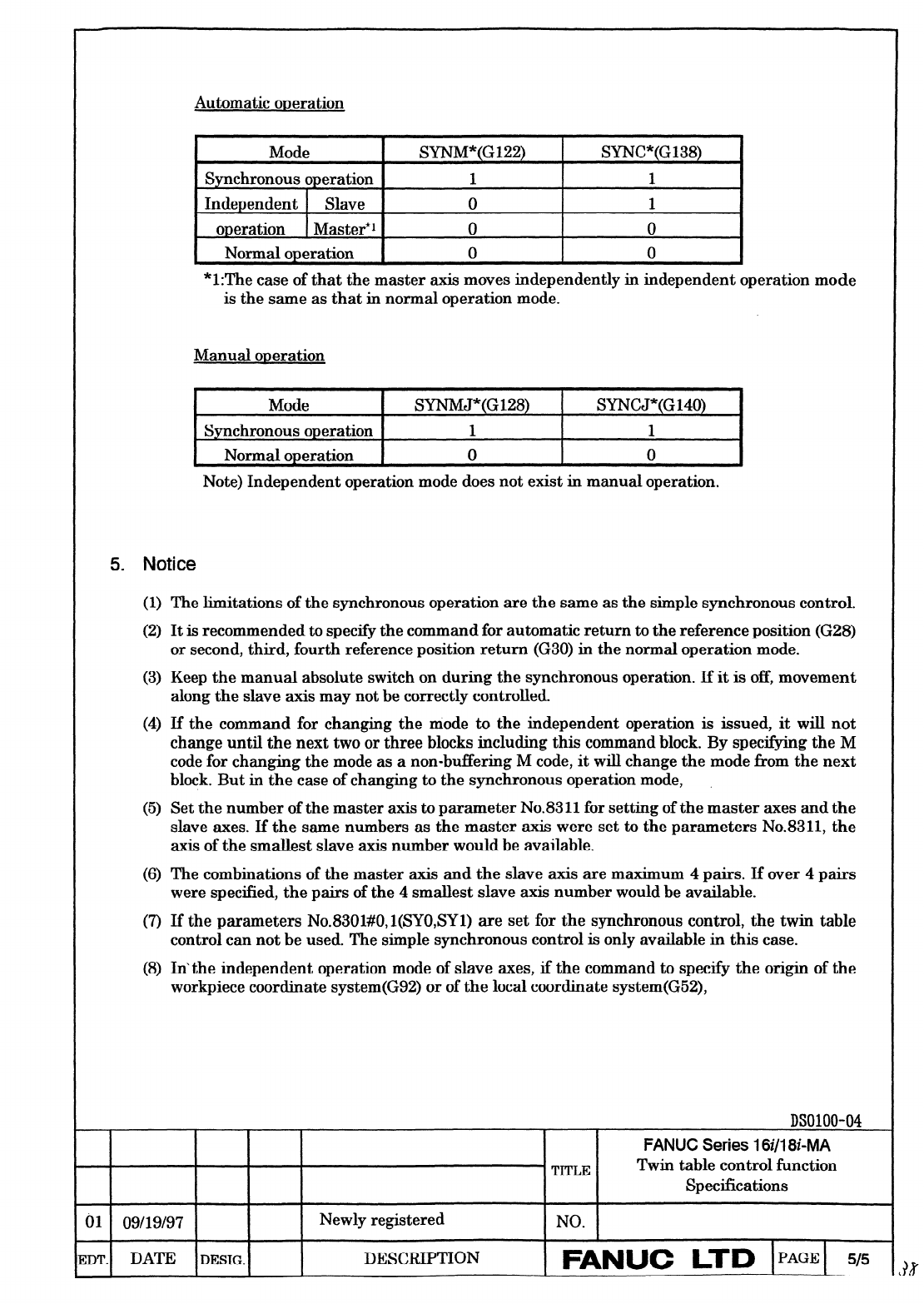
- Page 39Automatic oneration k Mode SYNM”(G122) SYNC”(G138) Synchronous operation 1 1 Independent Slave 0 1 operation , Master*1 0 0 Normal operation 0 0 *l:The case of that the master axis moves independently in independent operation mode is the same as that in normal operation mode. Manual oneration Mode S
- Page 40FANUCSeries16i/l8i-m Ftcn!ARYms~LFuNcTIm Specifications l.uuTLINE ............ 2 2. DEIlAlI5 ............ 2 3. PV ............ 3 TITLE FANUC Series16i/lSiw * RcYI!ARYmscrrJTRoL~m 02 970723 a iat;f&ramterNo.100773is ad&d.riie DRAW. NO. CUST. 01 950404 M.Ito Newly registration H.Kochiiya A-59829E 1 SH
- Page 411. oI_lTLJNE This function is valid when an absolute cmnand is issued in the roll over function of the rotation axis. The axis rotates in the direction of the mmand sign, and the end point is absolute of ccmmk! value. This function is validwhen parameter~~~x(No.1008#3) is 1. This functionis validwhe
- Page 423. P- #7 #6 #5 #4 #3 #2 #1 #O Data type : Bit axis In the absolute commnd of a rotationaxis, the axis 0 : Rotates dependent on parameter~(~,1008#1). 1 : Rotates in the direction of the cm sign, and the end point is absoluteof commd value. Note)RAAx is validonlywhen RQ?Axis 1. The effects of the para
- Page 43FANUC Series 16118-TC FANUC Series 16ill8i-TA Three dimensional coordinate conversion Specifications -Contents - 1. General . l . 2 2. Specification . . l 3 2.1 Command format . . . 3 2.2 Three-dimensional coordinate conversion . 0 . 5 - 2.3 Equation for three-dimensional coordinate conversion 0 l l
- Page 441. General The coordinate system can be rotated about an axis by specifying the center of rotation, direction of the axis of rotation, and angular displacement. This coordinate conversion function is quite useful for B-axis machining. By applying three-dimensional coordinate conversion to a program
- Page 452. Specification 2.1 Command format G68.1 selects the three-dimensional coordinate conversion mode and G69.1 cancels it. Nl G68.‘l Xpxl Yp yl Zpzl I il J jl K kl R cy ; Starting three-dimensional coordinate conversion N2 G68.1 Xp x2 Yp y2 Zp z2 I i2 J j2 K k2 R /3 ; N3 Three-dimensional coordi- . na
- Page 46n In the three-dimensional coordinate conversion mode, making the D3M input signal from PMC (address G031.3) high moves the tool in the direction of an axis selected in the coordinate system submitted to three-dimensional conversion (program coordinate system) during manual jog, manual incremental f
- Page 47I 2.2 Three-dimensional coordinate conversion mode The D3ROT output signal (address FO062.6) informs the PMC that the system is in the three- dimensional coordinate conversion mode. The D3ROT output signal is high during the three- dimensional coordinate conversion mode. Sample program for three-dim
- Page 482.3 Equation for three-dimensional coordinate conversion The following equation expresses the relationship between (x,y,z) on the program coordinate system and (X,Y,Z) on the original coordinate system (workpiece coordinate system). El =!-‘1 El +!I If the coordinate system is converted twice, the re
- Page 49I The conversion matrices for rotation on two-dimensional planes are shown below : - I) Coordinate conversion on the XY plane . cost? -sin@ 0 M = sin0 cost9 0 : 0 0 11 2) Coordinate conversion on the YZ plane M=[ ; 1;; $.j 3) Coordinate conversion on the ZX plane q: 8 ;F!r”,] - I T*TLEFANUCSeries 16
- Page 50m 2.4 Notes 1) In the mode of three-dimensional coordinate conversion, the following G codes can be specified: GO0 Positioning GO1 Linear interpolation GO2 Circular interpolation (clockwise) GO3 Circular interpolation (counterclockwise) GO4 Dwell GIO Data setting Gl7 Plane selection (XY) G18 Plane s
- Page 51n 5) Positioning the machine coordinate system such as G28,G30, or G53 is not subjected to coordinate conversion. 6) When the three-dimensional coordinate conversion function is used, linear rapid traverse must be specified by setting parameter LPR of parameter No.1401 to I. 7) In the G68.1 or G69.1
- Page 5213) Coordinates on the workpiece coordinate system are assigned to system variables #5041 to SO48 (current position on each axis). 14) In the mode of three-dimensional coordinate conversion, PMC axis control of concerned three axes cannot be operated. 15) If manual feed is performed during the three
- Page 53I 3. Parameter No . #7 #6 #5 #4 #3 #2 #I #O 3104 DAC DAL DRC DRL El: . Data type : Bit DRL Relative position 0 : The actual position displayed takes into account tool offset. 1 : The programmed position displayed does not take into account tool offset. DRC Relative position 0 : The actual position d
- Page 54No . #7 #6 #5 #4 #3 #2 #I #O 5400 D3R EY Data type : Bit D3R 0 : The three-dimensional coordinate conversion mode is canceled when the CNC is reset by the G69.1 command, a reset, the input signal from the PMC. 1 : The three-dimensional coordinate conversion mode is canceled only by the G69.1 command
- Page 55I 4. Signal Change of three-dimensional coordinate conversion manual intervention signal D3M
- Page 565. Alarm , Number Message Description P/S 047 ILLEGAL AXIS SELECT For startup of three-dimensional tool compensation or three-dimensional coordinate conversion, two or more axes were specified in the same direction (basic and parallel axes.) P/S 048 BASIC 3 AXIS NOT For startup of three-dimensional
- Page 57FANUCSeries 16i-MA/TA SPECIFICATION 1. GEmRAL ............ 2. SIGNAL ............ 3. PARAMETER ............ 4. A;wI;RM ............ 5. DIAGNOSISSCREEN ............ 6. NOTE ............ 7.FammKExm ............ TITLE Fm SerieslGi-MA/TA ' 3mEE~SPINDLESERIAL~ DRAW. NO. CUST. 01 970710f~,ib Newlyregistra
- Page 58In FSl6i,four serialspindlescan be connected. tjhenthe 4th serialspindleis used, the lst-3rd serialspindleare also necessary.Fjhenthe thirdserialspindleis connected, analog spindlecan not be connected. This specificationis describedaboutthe fourthserialspifle. About the thirdserialspindle,referto th
- Page 59(I'XJLTI-SPINDLE -L SIC%!&) For details of MULTI-SPINDLE refer to the 'FSl6i-IceJ CceJTRclL, MANUAL(FUNCTICN)9.10MULTI-SPINDLE (XlTE?0L'. spindle selection signal for the 4thserial spindle ;ws4
- Page 60Sicmal address #7 #6 #5 #4 #3 #2 #1 #O I GO26 *ssTP4 SwS4 GR41 1 MRDYD ORCND SFRD SRVD CTHlD Cl'H2D TLt'IHDTLMLD 1 ~267 j / RCHD 1 RSLD 1 INED / SOCND IMCFND /SPSLD / *ESPD +D / El G268 RCHHGDMFNHGD INCMDDOVRIDD DEFTJDDNRROD RCYJZADINDXD / G269 j MmFD SLVD l!!mcND RO814 RO714 RO6I4 a0514 RO414 RO314
- Page 613. PAFtAMmm #7 #6 #5 #4 #3 #2 #1 #O ss4 [Data type] Bit SS4 Whether the 4th serial spindle used in serial spindle control 0 : Not used 1 : used note: If 4th serial spindle is used, lst- 3rd serial spindle are also necessary. (MULTI-SPINDLE ENI!R0L PARAMETEfo For details of MULTI-SPINDLB KWIR0L, refe
- Page 624. ALARM AIJARM No.7401- No.7459 YChese alarmsindicatethe NC that an alam is generatedin the spindlecontrolunit 0.fthe fourthserialspindle. Referto the 'FSl6iB MANUU APPENDIXA. ALARM LIST (SERIALSPINDU) No.7nOl-N0.7n59'. 5. DIACNSIS SCREEN I #7 #6 #5 #4 #3 #2 #l #0 ss4 SS4 0 : YIhe4th serialspindlei
- Page 636. m!rE Note1 The 4th serialspindlecan not be used in FS18i. Note2 When the 4th serialspindleis used,the lst-3rd serial spindleare also necessary. Note3 when the 3rd or 4th serialspindleis used,analogspindlecan not be used. Note4 When the signalG256--511 or F256--511 are used, pMc-R86is necessary. '
- Page 64FANUC Series 16/18=TC FANUC Series 16i/l8i=TA Three-dimensional rigid tapping Specifications -Contents - 1. General . . . 2 2.Specification . 0 . 2 3.Notes l 0 . 3 This specification is subject to be changed without notice. . 01997 FANUC LTD. All rights reserved. T’TLEFANUCSeries 16/l 8-TC FANUC Ser
- Page 651. General When the machine is provided with axes (B axis) for swiveling the tool, this function allows rigid tapping in the direction in which the tool is pointing after the tool is swiveled about the specified axes. This three-dimensional rigid tapping function must be used together with the three
- Page 662.3 Operation By specifying the rigid tapping command in three-dimensional coordinate conversion mode, tapping can be executed in the direction of the angle programmed by the three-dimensional coordinate conversion command. For details of each function, refer to “FANUC Series 16/l 8-TC(l6i/l8i-TA) T
- Page 67FANUCSeries 16i-MA/TA THE’I!HIRD,/FWR’IHShNDLEORIENEATIC%V sPlxxFIcATI~ 1. GEzmRAL 2. SIGNAL ............ 3. Pm ............ 4.IsRYrE ~ ............ I TITLE FWtJC Series 16iN = THIm/FwRm SPIMLE ORnamA!!oN CUST. 01 970710 k&. Newly registration T&t6 DRAW24Zii9iE l SHEET EZDIT DATE DEsIG. DESCRIPTION
- Page 681. GENERAL Flhenthe thirdor fourthserialspindleis used, spindleorientation functioncan be used in thirdor fourthserialspindle. This specification is describedabcmtthe fourthserialspindle. About the third serialspindleand the detailsof spindleorientation, referto TS16i aNNmTIoeJ~(FuNcrIm) 9.13 SPINDL
- Page 69FANUC Series 16i Third/Fourth Spindle Output Switching SPECIFICATION -CONTENTS- 1. OUTLINE l l l 2 2. NOTE l 0 l 2 3. REFERENCEITEM l .. 2 TITLE FANUC Series 16i Third/Fourth Spindle Output Switching 01 97.08.O5 ;;3c, &* Newly registered
- Page 701. SPECIFICATION When the third or fourth serial spindle is connected(Three/Four Spindle Serial Output), Spindle Output Switching function can be used in the third or fourth serial spindle. The explanation of third/fourth spindle output switching is the same as first/second spindle output switching.
- Page 71FANUC Series 16i/18i-TA _. _ ____ _- __ . - _ -- _. . _ Autmatic alternation of tool offsetvalue Specification Contents 1. General ............ 2 2 . Detail ............ 2 3. Signal ............ 3 4. Diagnosticscreen(diagnosis N&560) l -0 - 4 5. Notes ............ 5 TITLE FX Series16i/l8i-TA 1 Autcm
- Page 721. General When the cuttingtool is changedby the manualoperation, the tool offsetvalue (GecxMxicoffset/Wear offset)can be changedto the offsetvalue of a pertinenttool @ inputtingthe toolnumberof the correspondence. 2 . Details . ~~~~~~~t~-~~-~~ inputthe tool offsetnumberto the ~~1ua1tool offsetmxtib
- Page 73This functionis effectiveonly in case of JOG or HNDL(m) mode and resetstatus.In otheroperationx&es, the autanaticoperation(starting, holding,stopping), or the too nose radiuscompensation tie ( G4lm2 de ), the tool offsetvalue is not changedby turningon the offsetColIltMnd signalIWLC. Whenthetool off
- Page 743. 2. Outpltsignal(CNC=>PMC) Manualtool offsetchangeccarrpletim signalMTLA , F o 6 1 / #7 #6 z #4 #3 #2 #1 #O r 7 - _---.__ .__. _ .___._. - __ _ __.-__ ____ ._._.. _ _-._..--- - _________ ._ _ ._____ ---_- ----- -_ -_.__ __---___ _-__.. __.-. . .__ _. . _. It is a ccmpletion signalof the manualtool
- Page 75, 5. Notes 5* 1 . When CNC is the followingstatus,even if the offsetC~IRBE&signalMIX is set to 1, the offsetvalue cannotbe changedand the failuresignalMIUG turnsto 1. 1) ExceptSOG or the HNDL(INCR) mde is selected. 2) When emergencystop signal(*ESP)is 0. 3) When reset& rewind&nal (RRW)is 1, or exter
- Page 76FANUC Series 16i/18i-MA/TA Softxxe operator'spanel generalpurposeswitchexpansion Specifications Contents 1. General 2. Detail 3. Signal 4. Paramter TITLE FANUC Series16i/l8i-m S/w operator'spanel general purposeswitchexpansionspec, CUST. 01 960607 )('&JciNewly design Ta DRAW-21226E SHEET EDIT DATE D
- Page 771 -General The softwareoperator's panelgeneralpurposeswitchesare expandedfrcm eightpoints to sixteenpointsby this function. And the two byte charactercode can be used and display4 for the mm of generallpurpose switchwhen parameterJpc(~o.7201#0) is set to 1. 2,Detail Eightoptionally definableswitches
- Page 783.Signal Softwareoperator'spanelgeneralpurposeswitchsignal 0UTo-cuT15
- Page 794 J?aramter #7 #6 #5 #4 #3 #2 [Data type] Bit For the nam of a generalpurposeswitchon the softtmreoperator% panel, the use of two byte characteris : 0 :mt allowed. 1tAll~. lWnz of generalprpose switchon softwareoperator'spanel . IName of generalpurposeswitchon sofbare operator% panel I / Name of gen
- Page 80OPEEwmR'S PANEL 01234a2345 These parametersset the nam of the generalpurpose SIGhAL1 . l OFF ON switches(SIG%W 1 thrcqh SIGNALt2 .. OFF ON SIQVAL8) on the software SIasiAL3 .. OFF CN operator%panel as SIGNALl4 .. OFF CN described below. SIGmL 5 0 . OFF ON SIGNAL6 .. OFF m SIGNAL7 .. OFF asr SIGNAL8
- Page 81Set similarly as follows. Paramter No.7228to 7235: Set the character code of SIGN&2 shuwnin the figure above. Paramter Set the character code of SIQWL 3 shuwninthe figure above. Parameter No.7244to 7251: Set the character code of SI- 4 shown in the figure above. Paramter No. 7252 to 7259: Set the ch
- Page 82FANUC Series 16i/18i/21i Modem card control spec3ications Contents 1. 1 Hardware . . . . . . . . . . . . . 3 2 . Handling modem card l . - l l - l . l 4�
- Page 831. Outline Remote diagnosis function (which is the same function using RS232-C interface on FS16/18A/B/C) is also available by using modem card on 16i/18i/21i. Modem card is connected to PC card slot mounted on FS16i/18i/Zli. But currently Remote Diagnosis function is not available on 16Oi/18Oi/ZlOi
- Page 841.1 Hardware a. FS16i/18i/Zli PC card slot is basically supplied. b. Modem card Modem card specified by FANUCLTD is available. Following modem cards are supported. (1) OMRON ~~33 14c * (ANALOG) (2) TDK ~~28 14~ * (ANALOG) (3) NTT DOCOMO 9600MarkII (DIGITAL > 0 * Analog modem card is not available fo
- Page 852. Handling modem card 2.1 Feature a. Auto dial function and auto receive function is available. (*> * Analog modem card is not available for auto dial function and auto receive function when using portable telephone. b. Modem card can be inserted/pulled out nevertheless power ON/OFF on CNC. If powe
- Page 86FANUC Series 16illBil21i Screen Hardcopy Function Specifications Contents 1. General 8 m m 8 l 8 m 8 m m l H 2 2. Specifications m m m l m m D m l l l l 2 3. Restrictions l n m a l m 8 l 8 8 m l 4 4. About Alarm Messages l l m l m m l a l m I l 4 5. Addresses of signal or parameter . = l B m 9 n = .
- Page 87I .General This function enables screen information in CNC to be translated into BITh4AP format data files,which is transferred to a memory card. LSpecifications This function enables screen information in CNC to be translated into BITMAP format data fileqwhich is transferred to a memory card. THE S
- Page 88The file name which is made from SCREEN HARD COPY is as follows. ‘HDCPYOOO.BMP’( The data name made from first hard copy after CNC is powered on.) ‘HDCPYOOI .BMP’ ( The data name made from second hard copy after CNC is powered on.) . ‘HDCPY099.BMP’ ( The data name made from 99th hard copy after CNC
- Page 893.Limitations 1. This function is unavailable when you use OPEN-CNCs(FS160i/l8Oi/2lOi). 2. This function is unavailable when NC screen displays system alarm. 3. If I/O channel (Parameter No.20) is not ‘4’ , SCREEN HARDCOPY FUNCTION is unavailable. 4. During OP signal (FOOO#7)is ‘1’ , please do not u
- Page 90S.Signal j Parameter, and Diagnose address 5-1. Signal address Inputsignals(G067) #7 #6 #5 #4 #3 #2 #I #o HCREQ HCABT HCREQ : HARD COPY REQUEST SIGNAL [Function] It requests that SCREEN HARD COPY starts to be executed. [Operation] If this signal is set to ‘ 1’ , the control unit operates as follows:
- Page 91This is the time chart of the SCREEN HARDCOPY FUNCTION’s input/output signal. [Table.31 is the time chart when hard copy is ended normally , and [Table.41 is when hard copy is ended on emergency. G067#7 WCmQ) - . F061#3 (HCEXE) ‘ + [Table.31 Time chart when the screen hard copy is ended normally. t
- Page 925-2. Parameter address NC PARAMETER #7 #6 #5 #4 #3 #2 #1 #O 1 3301 HDCPY HCNEG HCALM \ [DATA TYPE] Bit HCALM If something alarm is occurred during screen hard copy : 0 : Do not display alarm message ( Display in diagnose only ) 1 : Display alarm message HCNEG When you execute hardcopy in monochrome
- Page 935.3 Diagnose The SCREEN HARDCOPY’s status is displayed in diagnosis data No.35 When hard copy request signa ( HCREQ , G067#1) is set to ‘0’ and resetting , all the bits in diagnosis data No.35 are set to ‘0’. Diagnosis data : No.35 #7 #6 #5 #4 #3 #2 #l #O , HCER3 *HCERZ HCERl HCAB3 HCEND HCEND : Nor