Basic Spindle Tuning Using Servo Guide Additional Manual Page 18
Additional Manual
Basic SPINDLE Tuning using SERVO GUIDE
[ Cs contouring mode]
Parameter
No
16i/18i/21i, 0i
Standard setting value Description
4046 30 Velocity loop proportional gain (HIGH) CTH1=0
4047 30 Velocity loop proportional gain (LOW) CTH1=1
4054 50 Velocity loop integral gain (HIGH) CTH1=0
4055 50 Velocity loop integral gain (LOW) CTH1=1
2.2. Tuning procedure
Follow the steps below to tune the velocity loop gain.
(1) Determining the oscillation limit
Basically, determine the oscillation limit based on torque command, vibration, sound, and so on
when the motor rotates at constant speed lower than the base speed on velocity control mode.
Determin the oscillation limit according to following steps.
<1> Set the parameter No.4083 (In case of low speed winding: No.4136) to 100.
<2> Rotates the spindle motor (in MDI mode) at constant speed lower than the base speed on
velocity control mode (We recommend under 100 min
-1
)
<3> Increase the proportional gain setting corresponding to CTH1 signal (No.4040 or No.4041) in
steps about 5.
For a motor with a high torque/inertia ratio, increase the settings in steps about 2.
<4> As the setting is increased gradually, the symptoms below start to appear at a certain level.
Setting at this level is determined to be oscillation limit:
- The spindle of machine vibrates or makes a large sound.
- Amplitude of torque command vibration becomes large.
<5> Stop the spindle motor and set the parameter No.4083 (or No.4136) to initial value.
NOTE
1. When a motor with a high torque/inertia ratio is used or when
the rigidity of the spindle is not high, the standard setteing may
be so high that oscillation can occur. In such case decrease the
velocity loop gain.
2. The oscillation limit varies with the spindle inertia. In a machine
in which the inertia varies largely according to the tool and work-
piece used, tuning must be performed in the smallest inertia
state.
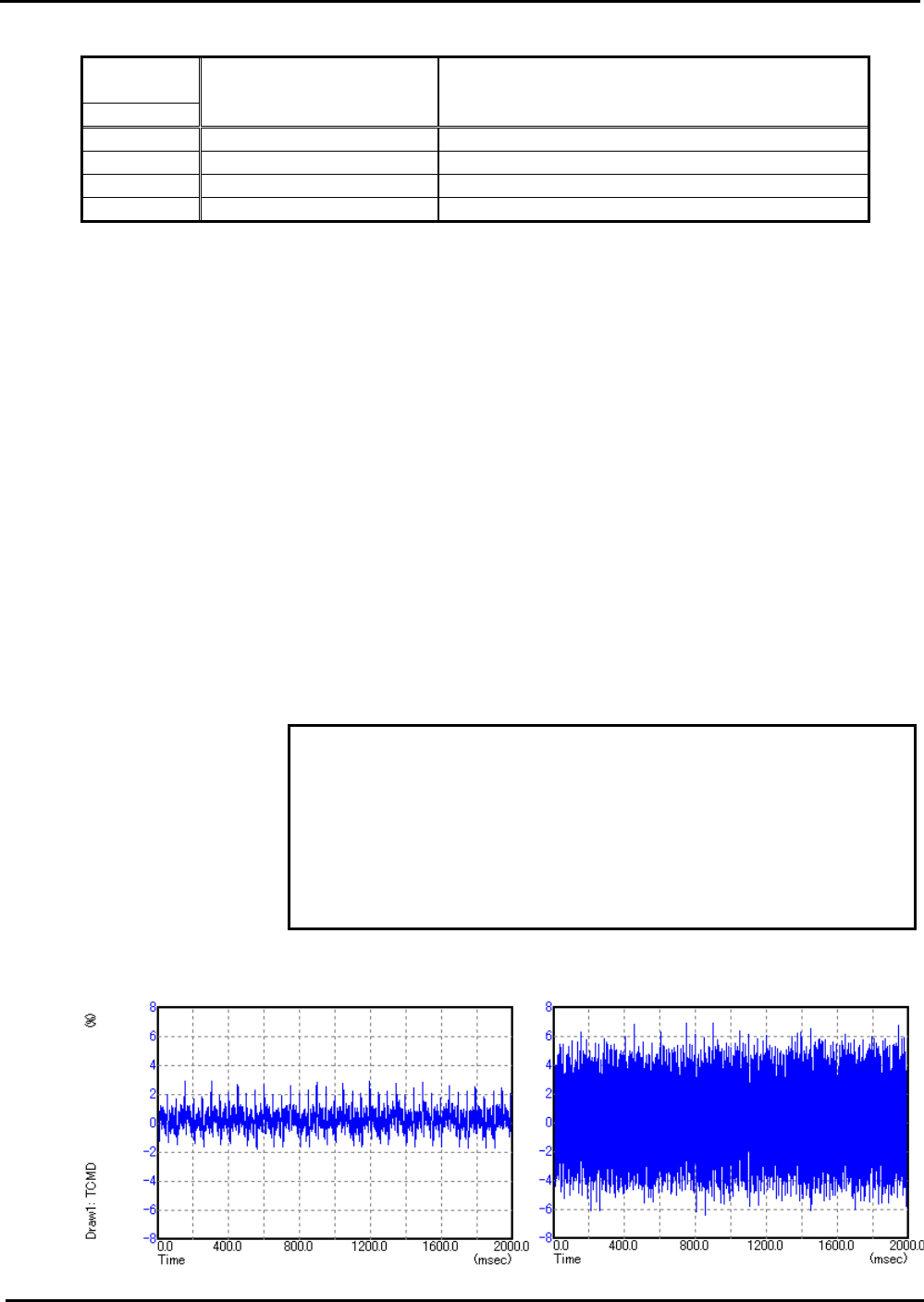
[Example of variation of torque command]
(a) No.4040=15
(b) No.4040=20
A-53866E-456/05 (18/34)
Contents Summary of Basic Spindle Tuning Using Servo Guide Additional Manual
- Page 1Basic SPINDLE Tuning using SERVO GUIDE Basic SPINDLE Tuning using SERVO GUIDE 16-May-2005 FANUC Servo Lab. A-53866E-456/05 (1/34)�
- Page 2Basic SPINDLE Tuning using SERVO GUIDE INDEX 1. Measuring spindle data by SERVO GUIDE.................................................................................3 2. Tuning of Velocity loop gain ....................................................................................................
- Page 3Basic SPINDLE Tuning using SERVO GUIDE 1. Measuring spindle data by SERVO GUIDE You can measure spindle data as well as servo axis data by SERVO GUIDE. This chapter explains how to measure spindle data by SERVO GUIDE and introduces examples of measuring spindle data. 1.1. Settings You can measure sp
- Page 4Basic SPINDLE Tuning using SERVO GUIDE (2) Set “Axis” and “Kind” on channel setting window. Select Axis “Sx”(x=1,2…) and select data Kind that you are going to measure. You can measure two data for each spindle simultaneously. (3) Measuring the data Click the start button or press F1 key to start me
- Page 5Basic SPINDLE Tuning using SERVO GUIDE 1.2. Observable Spindle data The following table lists the spindle data that can be observed using the SERVO GUIDE. (a) SERVO GUIDE Ver.2.0 Data Kind Description SPEED Motor speed INORM Actual motor current amplitude TCMD Torque command VCMD Motor velocity comm
- Page 6Basic SPINDLE Tuning using SERVO GUIDE (b) SERVO GUIDE Ver.3.0 (with latest Spindle software) Data Kind Description Remark Motor speed SPEED (4096=1min-1) INORM Amplitude of motor current Torque command TCMD (16384 = maximum Motor torque 100%) Motor speed command VCMD (4096=1min-1) Velocity error VE
- Page 7Basic SPINDLE Tuning using SERVO GUIDE Data Kind Description Remark 9D50/11 or SFLG1 Spindle flag 1 later*1 9D50/13 or SPPOS Spindle position data later*2 Load meter data 9D50/11 or LMDAT (32768 = load meter voltage 10V) later*1 Spindle load torque 9D50/11 or DTRQ (Unexpected disturbance torque dete
- Page 8Basic SPINDLE Tuning using SERVO GUIDE 1.3. Examples of measuring spindle data (1) Measuring acceleration time <1> Settings of measuring data CH1: SPEED (Motor speed) CH2: VCMD (Motor velocity command) <2> Example of measuring Waveform at acceleration (S0 to S8000) VCMD SPEED Acceleration time A-538
- Page 9Basic SPINDLE Tuning using SERVO GUIDE (2) Measuring orientation time <1> Settings of measuring data CH1: SPEED (Motor speed) CH2: ORSEQ (Orientation sequence data) <2>Example of measuring Waveform at orientation from S1000 ORAR SPEED 0 Æ1 ORCM ORSEQ 0 Æ1 Orientation time A-53866E-456/05 (9/34)
- Page 10Basic SPINDLE Tuning using SERVO GUIDE (3) Measuring synchronous error at rigid tapping <1> Settings of measuring data CH1: SYNC (Synchronous error between Servo and Spindle driving rigid tapping) CH2: SPEED (Motor speed) NOTE 1 “SYNC” is servo axis (tapping axis) output data 2 It is necessary to se
- Page 11Basic SPINDLE Tuning using SERVO GUIDE (4) Measuring SDTA, SSTA and SARA (PMC signals) with SPEED at acceleration. <1> Settings of measuring data CH1: SPEED (Motor Speed) CH2: SPST1 (Spindle status signal 1) <2> Settings of operation and display For Draw1 Operation : ”YT”, Input1 : CH1, Display unit
- Page 12Basic SPINDLE Tuning using SERVO GUIDE <3> Example of measuring Waveform at acceleration (S0 -> S10000) SSTA SDTA SARA SPEED A-53866E-456/05 (12/34)�
- Page 13Basic SPINDLE Tuning using SERVO GUIDE (5) Measuring spindle load torque (Unexpected load detection function) <1> Settings of measuring data CH1: SPEED (Motor Speed) CH2: DTRQ (Motor speed) <2> Example of measuring Waveform at acceleration / deceleration (S0 -> S2000 -> S0) SPEED DTRQ A-53866E-456/0
- Page 14Basic SPINDLE Tuning using SERVO GUIDE (6) Measuring spindle sensor feedback <1> Settings of measuring data CH1: PA2 (A/D data of spindle sensor A phase) CH2: PB2 (A/D data of spindle sensor B phase) <2> Example of measuring Waveform at spindle speed 24 min-1 PA2 PB2 A-53866E-456/05 (14/34)�
- Page 15Basic SPINDLE Tuning using SERVO GUIDE (7) Measuring spindle position data (SPPOS) and 1 rotation signal detection flag (FGRD). <1> Settings of measuring data CH1: SFLG1 (Spindle flag 1) CH2: SPPOS (spindle position data) <2> Settings of operation and display For Draw1 Operation : “Bit”, Input1 : CH
- Page 16Basic SPINDLE Tuning using SERVO GUIDE <3> Example of measuring Waveform at spindle speed 60 min-1 SPPOS FGRD NOTE SPPOS is available after 1-rotation signal detection is completed. A-53866E-456/05 (16/34)�
- Page 17Basic SPINDLE Tuning using SERVO GUIDE 2. Tuning of Velocity loop gain Velocity loop gain tuning should be performed at first. This chapter explains the parameters to be tuned and its tuning procedure. 2.1. Tuning parameters for each operation mode (Series 16i/18i/21i, 0i) There are five operation m
- Page 18Basic SPINDLE Tuning using SERVO GUIDE [ Cs contouring mode] Parameter No Standard setting value Description 16i/18i/21i, 0i 4046 30 Velocity loop proportional gain (HIGH) CTH1=0 4047 30 Velocity loop proportional gain (LOW) CTH1=1 4054 50 Velocity loop integral gain (HIGH) CTH1=0 4055 50 Velocity l
- Page 19Basic SPINDLE Tuning using SERVO GUIDE (2) Final seting value Final setting values of velocity loop gain are determined from oscillation limit. The guidelines of final settings differ according to operation mode. Determine the final setting values according to following guideline corresponding to ea
- Page 20Basic SPINDLE Tuning using SERVO GUIDE 3. Tuning of Orientation 3.1. Tuning velocity loop gain Basically, it is not necessary to tune velocity loop gain on orientation mode, but if you want to enhance rigidity at positioning state you should tune velocity loop gain according to chapter 2. [Velocity
- Page 21Basic SPINDLE Tuning using SERVO GUIDE [Example of tuning when spindle motor model α8/8000i is being used only] Standard setting ORAR 0 Æ1 ORSEQ ORCM Orientation time: 650 ms 0 Æ1 ORERR Final setting Orientation time: 200 ms OK Too high position loop gain causes overshoot NG A-53866E-456/05 (21/34)
- Page 22Basic SPINDLE Tuning using SERVO GUIDE (3) Easy tuning Following settings corresponding to spindle type are usable in most cases without fine tuning. [Guideline of easy setting] Recommended setting for Spindle type position gain Spindle of machining center 2000 Spindle of lathe 1500 Milling axis of
- Page 23Basic SPINDLE Tuning using SERVO GUIDE 4. Tuning of Rigid tapping 4.1. Tuning time constant. It is necessary to determine maximum spindle speed and to tune time constant properly at first. (1) Parameters Following parameters corresponding to gear signals (GR1, GR2 / GR1O, GR2O, GR3O) are prepared to
- Page 24Basic SPINDLE Tuning using SERVO GUIDE 4.2. Tuning motor voltage It is important to tune motor parameters related to motor voltage control to enhance accuracy. Please set the following parameters according to following guideline. (1) In case maximum motor speed on rigid tapping is lower than base sp
- Page 25Basic SPINDLE Tuning using SERVO GUIDE 4.3. Position gain setting In rigid tapping, tapping axis and spindle are controlled to synchronize. So, the position gains of tapping axis and spindle must be set to the same value. (1) Parameters Following parameters are prepared corresponding to gear signals
- Page 26Basic SPINDLE Tuning using SERVO GUIDE 4.4. Tuning velocity loop gain It is necessary to tune velocity loop gain to enhance the accuracy. Please tune velocity loop gain according to chapter 2. (1) Parameters Parameter No Standard setting value Description 16i/18i/21i, 0i 4044 10 Velocity loop propor
- Page 27Basic SPINDLE Tuning using SERVO GUIDE 4.5. Spindle Fine Acceleration/Deceleration (FAD) function Fine Acceleration/Deceleration (FAD) function with feed-forward is very effective to enhance accuracy and to reduce cycle time of rigid tapping. When you use FAD function for servo axis, you can use spi
- Page 28Basic SPINDLE Tuning using SERVO GUIDE 5. Tuning of Cs contouring control 5.1. Tuning time constant. It is necessary to determine maximum spindle speed (rapid feed rate) and to tune time constant properly at first. (1) Parameters Following parameters corresponding are prepared to determine the time
- Page 29Basic SPINDLE Tuning using SERVO GUIDE 5.2. Tuning motor voltage It is important to tune motor parameters related to motor voltage control to enhance rigidity and accuracy. Please set the following parameters according to following guideline. (1) In case maximum motor speed on Cs mode is lower than
- Page 30Basic SPINDLE Tuning using SERVO GUIDE 5.3. Position gain setting In Cs contouring control, servo axis and spindle are controlled to synchronize. So, the position gains for servo axis and spindle must be set to the same value. (1) Parameters Following parameters are prepared corresponding to gear si
- Page 31Basic SPINDLE Tuning using SERVO GUIDE 5.4. Tuning velocity loop gain It is necessary to tune velocity loop gain to enhance the accuracy. Please tune velocity loop gain according to chapter 2. (1) Parameters Parameter No Standard setting value Description 16i/18i/21i, 0i 4046 30 Velocity loop propor
- Page 32Basic SPINDLE Tuning using SERVO GUIDE 5.5. Tuning reference return. When you set higher value for maximum spindle speed (No.4021) or position gain (No.4069 to No.4072), overshoot may occur at reference return. In such case, set the parameters related to reference return according to following guide
- Page 33Basic SPINDLE Tuning using SERVO GUIDE 5.6. Tuning amplitude ratio/phase difference compensation. This function improves feed and positioning accuracy on Cs contouring control by compensating the deviation of feedback due to amplitude ratio and phase difference error between A/B phases. If you need
- Page 34Basic SPINDLE Tuning using SERVO GUIDE 5.7. Spindle Fine Acceleration/Deceleration (FAD) function Fine Acceleration/Deceleration (FAD) function with feed-forward is very effective to enhance accuracy and to reduce cycle time. When you use FAD function for servo axis, you can use spindle FAD function