FS 16/18-MB/TB/MC/TC Additional Manual Page 4
Additional Manual
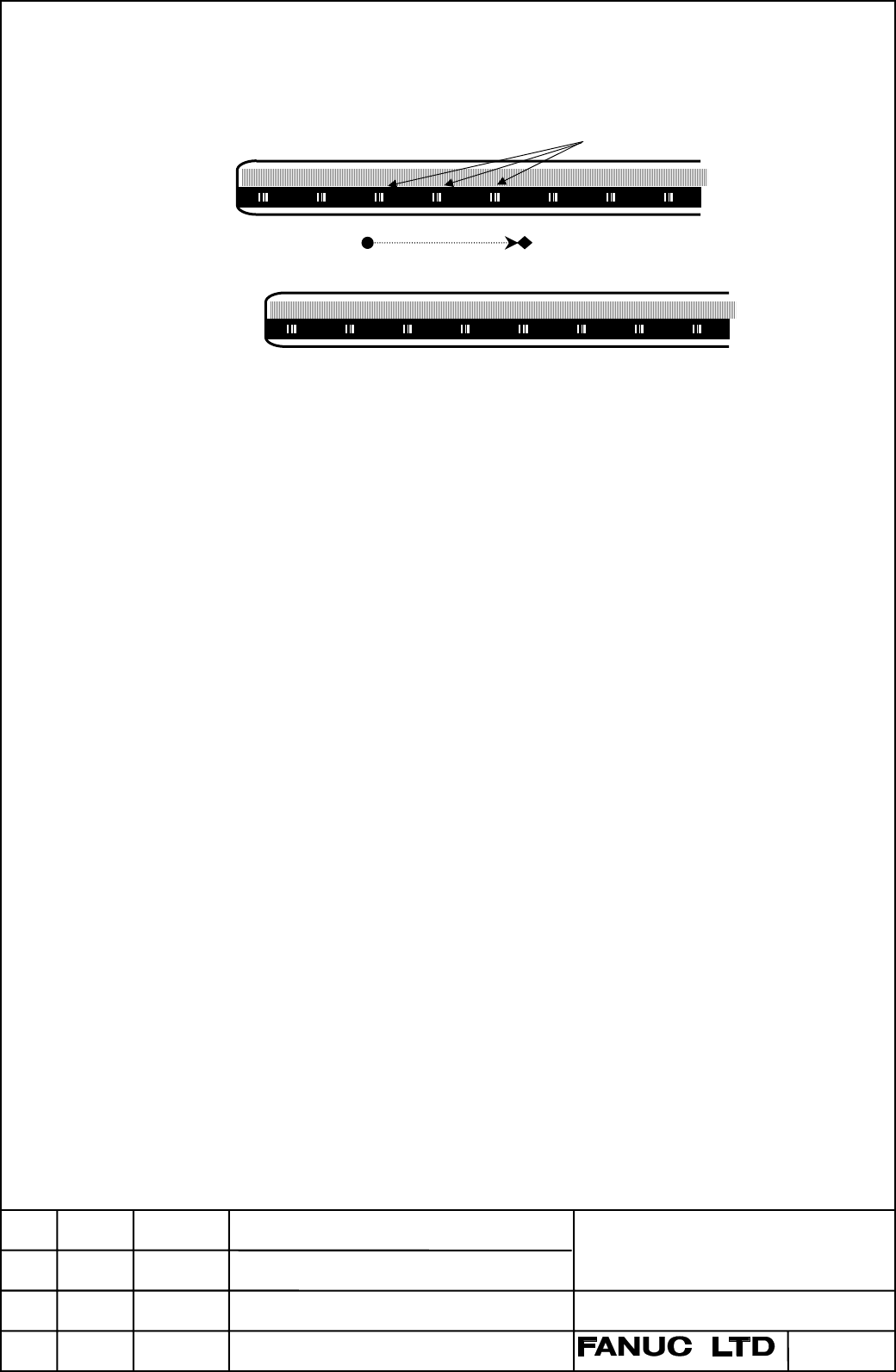
(Example of 3 points measurement system)
Scale end
Reference mark
End Point Start point
(3) (1) (2)
Master axis
Slave axis
(a)
(b) (c)
In the above example, the following sequence is executed.
09
09
09
09
09
09
09
09
09
a. When the reference mark (1) of the master axis is detected, both master axis
and slave axis stop.
b. Both the axes begin to move again at a Reference Position Return FL feedrate.
c. When the reference mark
(a) of the slave axis is detected, both axes stop
again.
d. Both the axes begin to move again at FL feedrate.
e. Both axes repeat the operation until all point
((2) -> (b) ->(3) -> (c)) are detected.
f. When the slave axis detects the third reference mark (c), both the axes end the
Reference Position Establishment.
2.3 Reference Position Return
(1) When the reference position is not established and the axis moved by turning
the feed axis direction signal (+J1,-J1,+J2,-J2,...) to “1” in REF mode, the
reference position establishment procedure is executed.
09
09
09
(2) When the reference position is already established and the axis is moved by
turning the feed axis direction signal (+J1,-J1,+J2,-J2,...) to “1” in REF mode,
the axis is moved to the reference point without executing the reference
position establishment procedure.
09
09
09
09
(3) When the reference position is not established and the reference position
return command (G28) is executed, the reference position establishment
procedure is executed. The next movement the axis depends on the setting of
PRM No.1818#0(RFS).
09
09
09
09
(4) When the reference position is already established and the reference position
command (G28) is executed, the movement of the axis depends on the setting of
PRM No.1818#1(RF2).
09
09
09
4/15
A- 61209EN
DRAW.No.
FANUC Series 16/18-MB/TB/MC/TC
FANUC Series 16i/18i/21i-MA/TA/MB/TB
Specifications of Distance Coded
Linear Scale Interface
Title
Descriptions of products are altered.
Straightness compensation is supported.
First edition
DESCRIPTION
A.Fukumoto
A.Fukumoto
DESIGNE
02.09.24
00.06.20
95.11.14
DATE
13
12
01
EDIT.
T.Endo
H.Kochiya
Contents Summary of FS 16/18-MB/TB/MC/TC Additional Manual
- Page 1FANUC Series 16/18-MB/TB/MC/TC FANUC Series 16i/18i/21i-MA/TA/MB/TB Distance Coded Linear Scale Interface Specifications CONTENTS 1. Outline .............................................. 2 2. Specifications ................................... 2 3. Parameter .........................................
- Page 21. Outline The interval of each reference marks of distance coded linear scale are variable. Accordingly, if the interval is determined, the absolute position can be determined. The CNC measures the interval of reference marks by axis moving of short distance and determines the absolute position. Co
- Page 3JOG ZRN +J1 Reference mark ZRF1 Feedrate FL rate FL rate FL rate Fig.2 Timing chart for reference position establishment 2.2 This function for simple synchronous axis 09 The function is available for only FS16i/18i-MA/MB 13 When the function is applied for simple synchronous axis, the following cond
- Page 4(Example of 3 points measurement system) Scale end Reference mark Master axis (1) (2) (3) Start point End Point Slave axis (a) (b) (c) In the above example, the following sequence is executed. 09 a. When the reference mark (1) of the master axis is detected, both master axis 09 and slave axis stop.
- Page 52.4 Note (1) In the following cases, the reference position establishment described in "2.1 09 Procedure for Reference Position Establishment" is not executed and the axis 09 moves to reference position. 09 (a) The reference position is already established and REF mode is selected and 09 feed axis d
- Page 6(4) In the following cases, this function does not perform. (a) Parameter No.1821(mark1 interval) or No.1882(mark2 interval) is "0". (b) The setting value of parameter No.1821 and No.1882 are the same. (c) Parameter No.1821 value ≥ No.1882 value*2 or No.1882 value ≥ No.1821 value*2 (5) Distance code
- Page 7(6) A difference of parameter No.1821 and No.1882 must be more than 4. 08 Example) 08 When the scale, which is that mark1 interval is 20.000mm and mark2 interval is 08 20.004mm, is used on IS-B machine : 08 When the detection unit of 0.001mm is selected, parameter No.1821 and No.1882 08 must be set
- Page 8(9) Straightness compensation function 12 When the reference point establishment of moving axis is executed after the 12 establishment of compensation axis, the compensation axis is moved by 12 straightness compensation amount when the reference point of moving axis is 12 established. 12 * The simul
- Page 93. Parameters #7 #6 #5 #4 #3 #2 #1 #0 1815 DCRx DCLx OPTx Data type : Bit axis type OPTx Position detector 0 : A separate pulse coder is not used. 1 : A separate pulse coder is used. (When a distance coded linear scale use, set "1".) DCLx Separate pulse coder 0 : A distance coded linear scale is not
- Page 10#7 #6 #5 #4 #3 #2 #1 #0 1818 RF2x RFSx Data type : Bit axis type RFSx When the conditions are as follows, the axis moves until the 09 reference position is established and : 09 0 : the axis moves to the reference point. 09 1 : sequence complete without moving to the reference point. 09 (Conditions)
- Page 111821 Reference counter size for each axis Data type : Two-word axis Unit of data : Detection unit Valid data range : 0 to 99999999 Set the interval of reference mark 1 of distance coded linear scale. 1882 Interval of reference mark 2 Data type : Two-word axis Unit of data : Detection unit Valid data
- Page 121883 Distance between scale zero and reference position (1) Data type : Two-word axis Unit of data : Detection unit Valid data range : -99999999 to 99999999 06 1884 Distance between scale zero and reference position (2) Data type : word axis 06 Unit of data : Detection unit*100,000,000 06 Valid data
- Page 13[ Example of parameter setting ] When IS-B and millimeter machine and using a scale figured below : Scale zero Plus direction Reference point Minus direction A B Mark1=Mark2 Mark1 Mark2 Mark1 Mark1 Mark2 Mark1 Mark2 Mark1 Mark2 Mark1 20.000 19.980 9.940 10.060 9.960 10.040 9.980 10.020 5.000 20.000m
- Page 14#7 #6 #5 #4 #3 #2 #1 #0 1817 SCPx 11 Data type : Bit axis type 11 SCP The direction of scale zero. 11 0: Minus side (reference point is located on the plus side based on the 11 scale zero) 11 1: Plus side (reference point is located on the minus side based on the 11 scale zero) 11 This parameter is
- Page 154. Alarm Number Message Contents 090 REFERENCE RETURN INCOMPLETE In case of distance coded linear scale I/F, the actual interval of reference marks is different from parameter (No.1821,1882) setting value. 5220 REFERENCE POINT ADJUSTMENT In case of distance coded linear scale I/F, 06 MODE the refere